Mõni aasta tagasi tundus võimalus teha nullist võimatu kujuga metallesemeid ulme, kuid metallesemete 3D-printimine on reaalsus ja viimastel kuudel on see väga populaarseks muutunud.
Selgitame, kuidas töötab DMLS-tehnoloogia, otsene metallide süntees laseriga.
DMLS, metallesemete 3D-printimine
DMLS on äärmiselt arenenud tootmistehnoloogia, mida ukasutab alusena pulbrilisi metalle. See kasutab a suure võimsusega laser sidumiseks olete valikuliselt osakesed metallik. See on tehtud kiht kihi haaval, kus masin jagab uut kihti metallipulbrit pärast ühe kihi paagutamist. Tähtis on tähelepanu pöörata võib vaja minna tugistruktuure. Kuid need struktuurid luuakse automaatselt ja hiljem eemaldatakse käsitsi. Kui trükkimine on lõppenud, viiakse läbi viimane kuumtöötlus.
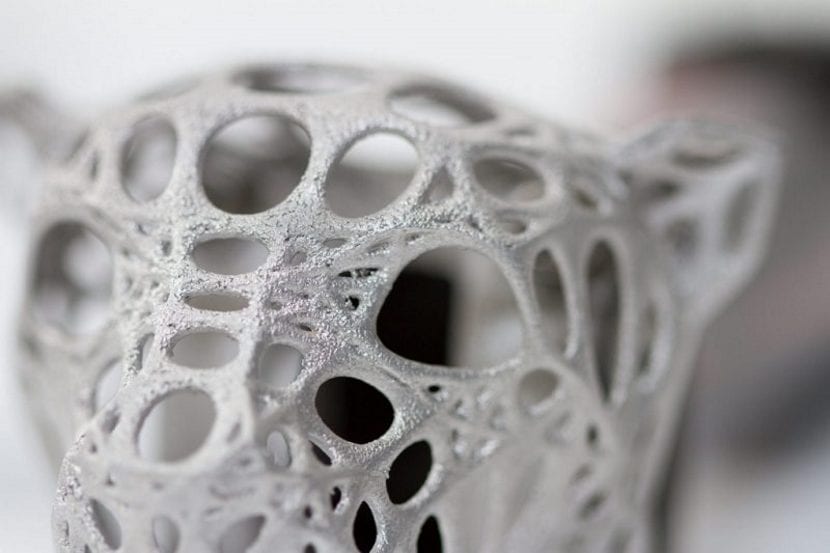
Üks kõige sobivamad metallid selle tehnoloogiaga kasutada on alumiinium. Alumiiniumist trükitud mudelitel on olemise omadused väga tugev, täpne ja nad saavad hakkama 0.25 mm detailid. Alumiiniumist 3D-printimist kasutatakse sageli nii täisfunktsionaalsete osade kui ka varuosade jaoks, kuid alumiinium sobib väga hästi ka ehete valmistamiseks.
Kujunduspiirangud
Nagu teiste tehnoloogiate puhul, tuleb arvestada ka tehniliste piirangutega. The minimaalne seina paksus nii peakski olema 0,5 mm väikeste pindade jaoks (kuni 15mm x 15mm) ja vähemalt 1mm suurte sektsioonide jaoks.
Tehnoloogia DMLS lubab a Detailide tase väga peen, isegi nii väike kui 0.25mm. Kuid sama täpse viimistluse jaoks nagu reljeefne või graveeritud tekst peate austama a Minimaalne joone paksus 0,4 mm, minimaalne kõrgus 0,4 mm ja minimaalne sügavus 0,15 mm.
Alumiiniumile 3D-printimiseks mõeldud mudelite kujundamisel peaksite mõtlema oma disaini geomeetria üle. Nurga all olevad kujundid, täisnurgad ja sirgjooned võivad vabalt seisvate või orgaaniliste kujunditega võrreldes tunduda vähem atraktiivsed. Siiski on parem on nurgad järsk üle 35 °, kuna neil on tõenäoliselt paremad ja siledamad pinnad. Alla 35 ° nurkade ja rippuvate konstruktsioonide pindkvaliteet on tavaliselt madalam.
Tugistruktuurid on vajalikud, et hoida mudeli printimise ajal jäigana ning vältida sisemist pinget ja väändeid. Kui me ei kasuta tugistruktuure, seinad või äärikud nurgad alla 40 ° nad oleksid varisemisohtlik printimise ajal.
Kui soovite teada, kuidas metallesemeid trükitakse, kuid teil pole juurdepääsu nende omadustega meeskonnale, võite alati valida saatke oma osad veebipõhistesse trükiteenustesse, nagu näiteks immaterialiseeruma.
Üha rohkem veebisaite on spetsialiseerunud materjalide ja tehnikatega printimisele, millele meil pole üksikisikutena otsest juurdepääsu. See on üks hea variant et tegijaskond saaks juurdepääs uutele tootmismeetoditele aga võib-olla on see midagi Tsaar seda pidevalt kasutada.