Edellisessä artikkelissa teimme eräänlaisen johdannon 3D-tulostimien maailmaan. Nyt on aika sukeltaa hieman syvemmälle tähän tekniikkaan ja tietää enemmän salaisuuksista, joita nämä tiimit piilottavat, sekä olemassa olevia 3D-tulostimia. Jotain elintärkeää oikean valinnassa, sillä kaikilla on etunsa ja haittansa, joten aina löytyy yksi, joka vastaa paremmin tarpeitasi.
3D-tulostimien tyypit tulostustekniikoiden mukaan
3D-tulostimia on hyvin monenlaisia voidaan luokitella eri kriteerien mukaan. Tässä on joitain tärkeimmistä:
tärkeimmät perheet

Kuten myös perinteisillä tulostimilla on useita perheitä, 3D-tulostimet voitaisiin luokitella pääasiassa 3 ryhmää:
- Tinta: se ei ole tavallinen muste, vaan jauheyhdiste, kuten selluloosa tai kipsi. Tulostin rakentaa mallin tästä pölyyhdistelmästä.
| Etu | Haitat |
|---|---|
| Edullinen tapa tuottaa suuria määriä. | Erittäin hauraita kappaleita, joille on tehtävä kovetuskäsittely. |
- Laser/LED (optiikka): on 3D-hartsitulostimissa käytetty tekniikka. Ne sisältävät pohjimmiltaan nestettä säiliössä ja altistetaan laserille hartsin jähmettämiseksi ja UV-kovetuksen kovettamiseksi. Se tekee siitä hartsi (akryylipohjainen fotopolymeeri) muunnetaan kiinteäksi kappaleeksi, jolla on tarvittava muoto.
| Etu | Haitat |
|---|---|
| Voit tulostaa hyvin monimutkaisia muotoja. | Ne ovat kalliita. |
| Erittäin korkea tulostustarkkuus. | Tarkoitettu enemmän teolliseen tai ammattikäyttöön. |
| Erinomainen pintakäsittely, joka vaatii vähän tai ei ollenkaan jälkikäsittelyä. | Ne voivat muodostaa myrkyllisiä höyryjä, joten ne eivät ole kovin sopivia koteihin. |
- Injektio: ovat ne, jotka käyttävät pääasiassa filamentit (yleensä termoplastisia) kuten PLA, ABS, Tuvalu, nylon jne. Tämän perheen ideana on luoda muotoja kerrostamalla näiden materiaalien sulat kerrokset (ne voivat olla hyvin erilaisia). Tuloksena on vankka kappale, vaikkakin hitaampi ja vähemmän tarkka kuin laser.
| Etu | Haitat |
|---|---|
| edullisia malleja. | Ne ovat hitaita. |
| Suositellaan harrastajille, kotikäyttöön ja koulutukseen. | Ne muodostavat mallin kerroksittain ja hehkulangan paksuudesta riippuen lopputulos voi olla huonompilaatuisempi. |
| Useita materiaaleja, joista valita. | Jotkut osat tukeutuvat tukiin, jotka on painettava osan pitämiseksi. |
| Vahvoja tuloksia. | Ne tarvitsevat enemmän jälkikäsittelyä. |
| Valittavana on monia merkkejä ja malleja. |
Kun nämä perheet tunnetaan, seuraavissa osioissa opimme lisää jokaisesta niistä ja mahdollisista teknologioista.
Hartsi- ja/tai optiset 3D-tulostimet
Las hartsi- ja optiset 3D-tulostimet Ne ovat yksi hienostuneimmista ja parhaita tuloksia viimeistelyssä, mutta ne ovat yleensä myös paljon kalliimpia. Lisäksi ne tarvitsevat joissakin tapauksissa myös lisäkoneita, kuten pesun ja kovetuksen, koska näitä toimintoja ei ole integroitu itse tulostimeen (tai tapauksissa, joissa MSLA:n osien puhdistaminen on hankalaa).
- Pesty: 3D-osan tulostamisen jälkeen tarvitaan pesuprosessi. Mutta osan harjaamisen ja ruiskupuhdistuksen sijaan voit ottaa valmiin osan pois rakennusalustalta ja käyttää pesukoneita. Nämä toimivat automaattisena autonpesuna, jossa potkuri pyörii magneettisesti sisällä ja ravistaa puhdistusnestettä (säiliö täynnä isopropyylialkoholia -IPA-) hermeettisesti suljetun ohjaamon sisällä.
- Healing: puhdistuksen jälkeen kappale on myös kovetettava, eli altistuminen ultraviolettisäteille, jotka muuttavat polymeerin ominaisuuksia ja kovettavat sitä. Tätä varten kovetusasema poistaa puhdistusnesteestä sen osan, johon se oli upotettu, kuivaa sen samalla kääntäen ulottuen joka puolelle. Kun tämä on tehty, UV-LED-palkki alkaa kovettaa kappaletta aivan kuin se olisi uuni.
SLA (Stereolitografia)
tämä stereolitografiatekniikka se on melko vanha menetelmä, joka on uudistettu 3D-tulostimille. Käytetään valoherkkää nestemäistä hartsia, joka kovettuu paikoissa, joihin lasersäde osuu. Näin luodaan kerroksia, kunnes saadaan valmis kappale.
| Etu | Haitat |
|---|---|
| Sileä pintakäsittely. | Hintava. |
| Pystyy tulostamaan monimutkaisia kuvioita. | Vähemmän ympäristöystävällinen. |
| Paras pienille osille. | Tarvitsee kovetusprosessin painatuksen jälkeen. |
| Nopeasti | Et voi tulostaa suuria osia. |
| Valittavana erilaisia materiaaleja. | Nämä tulostimet eivät ole kaikkein kestävimpiä ja vahvimpia. |
| Kompakti ja helppo kuljettaa. |
SLS (selektiivinen laser sintraus)
Se on toinen prosessi selektiivinen lasersintraus samanlainen kuin DLP ja SLA, mutta nesteen sijaan käytetään jauhetta. Lasersäde sulaa ja kiinnittää pölyhiukkaset kerros kerrokselta, kunnes lopullinen malli muodostuu. Tämän menetelmän etuna on, että voit käyttää monia erilaisia materiaaleja (nailonia, metallia jne.) sellaisten osien luomiseen, joita on vaikea luoda perinteisillä menetelmillä, kuten muotteja tai suulakepuristamista.
| Etu | Haitat |
|---|---|
| Erätulostus voidaan tehdä helposti. | Materiaalia rajoitettu määrä. |
| Tulostushinta on suhteellisen edullinen. | Se ei salli materiaalin kierrätystä. |
| Ei tarvitse tukia. | Mahdolliset terveysriskit. |
| Erittäin yksityiskohtaisia kappaleita. | Palat ovat hauraita. |
| Hyvä kokeelliseen käyttöön. | Jälkikäsittely on hankalaa. |
| Voit tulostaa suurempia osia. |
DLP (digitaalinen valonkäsittely)
Tämä tekniikka digitaalinen valonkäsittely on toinen SLA:n kaltainen 3D-tulostustyyppi, ja se käyttää myös valokovettuneita nestemäisiä fotopolymeerejä. Ero on kuitenkin valonlähteessä, joka tässä tapauksessa on digitaalinen valkokangas, joka keskittyy kohtiin, joissa hartsin pitää kovettua, mikä nopeuttaa tulostusprosessia SLA:han verrattuna.
| Etu | Haitat |
|---|---|
| Suuri tulostusnopeus. | Vaaralliset kulutustarvikkeet. |
| Suuri tarkkuus. | Kulutustarvikkeilla on korkea hinta. |
| Se voi olla hyvä eri sovellusalueille. | |
| 3D-tulostin edulliseen hintaan. |
MSLA (naamioitu SLA)
Se perustuu SLA-tekniikkaan ja jakaa monia sen ominaisuuksia, mutta on eräänlainen peitetty SLA-tekniikka. Eli se käyttää LED-ryhmää UV-valonlähteenä. Toisin sanoen siinä on LCD-näyttö, jonka läpi säteilee kerroksen muotoon sopivaa valoa, joka paljastaa kaiken hartsin kerralla ja saavuttaa suuremmat tulostusnopeudet. Eli näyttö heijastaa viipaleita tai viipaleita.
| Etu | Haitat |
|---|---|
| Sileä pintakäsittely. | Hintava. |
| Pystyy tulostamaan monimutkaisia kuvioita. | Vähemmän ympäristöystävällinen. |
| Tulostusnopeus. | Tarvitsee kovetusprosessin painatuksen jälkeen. |
| Valittavana erilaisia materiaaleja. | Et voi tulostaa suuria osia. |
| Kompakti ja helppo kuljettaa. | Nämä tulostimet eivät ole kaikkein kestävimpiä ja vahvimpia. |
DMLS (suora metallilasersintraus) tai DMLS (PolyJet Direct Metal Laser Sintraing)
Tässä tapauksessa se synnyttää esineitä samalla tavalla kuin SLS, mutta ero on siinä, että jauhetta ei sulateta, vaan se kuumennetaan laserilla pisteeseen, jossa voi sulautua molekyylitasolla. Jännityksestä johtuen kappaleet ovat yleensä hieman hauraita, vaikka ne voidaan altistaa myöhemmin lämpökäsittelylle, jotta ne kestävät paremmin. Tätä tekniikkaa käytetään laajalti teollisuudessa metalli- tai metalliseososien valmistukseen.
| Etu | Haitat |
|---|---|
| Erittäin hyödyllinen teollisesti. | kasvot. |
| Niitä voidaan käyttää metalliosien painamiseen. | Ne ovat yleensä suuria. |
| Ei tarvitse tukia. | Osat voivat olla hauraita. |
| Erittäin yksityiskohtaisia kappaleita. | Se tarvitsee jälkikäsittelyn, joka sisältää hehkutuksen metallien tai muun tyyppisten materiaalien sulattamiseksi. |
| Voit tulostaa useita erikokoisia kappaleita. |
Ekstruusio tai kerrostaminen (injektio)
Kun puhumme käyttävistä tulostimista pinnoitustekniikat materiaaliekstruudereilla voidaan erottaa seuraavat tekniikat:
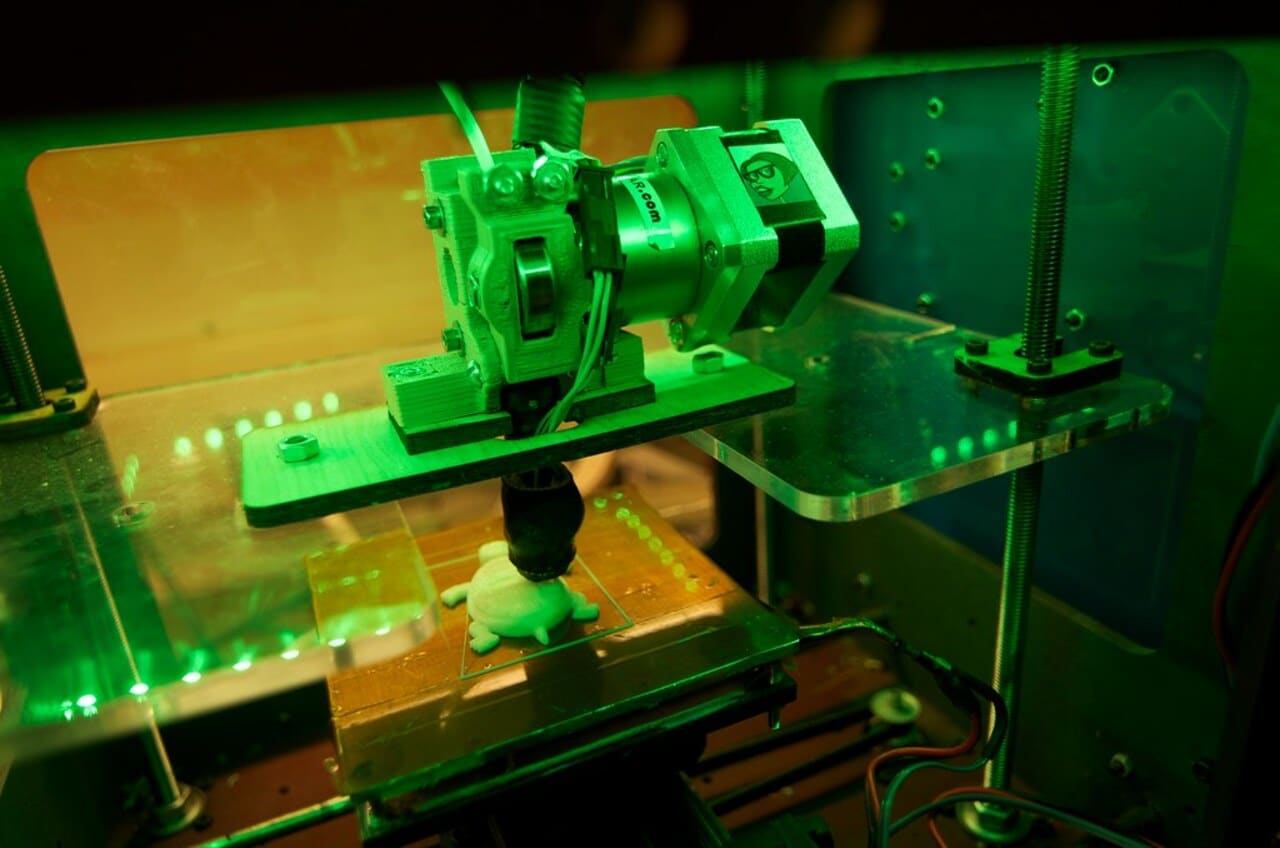
FDM (sulatetun laskeuman mallintaminen)
Nämä mallinnustekniikat sulatetun materiaalin kerrostaminen luodaksesi kohteen kerros kerrokselta. Kun filamenttia kuumennetaan ja sulaa, se kulkee ekstruuderin läpi ja pää liikkuu tulostusmallin tiedoston osoittamissa XY-koordinaateissa. Käytä toisessa ulottuvuudessa Z-poikkeamaa peräkkäisille tasoille.
| Etu | Haitat |
|---|---|
| Suljettu. | Ne ovat suuria teollisuuden koneita. |
| Laaja valikoima materiaaleja, joista valita. | Ne eivät ole halpoja. |
| Hyvälaatuiset viimeistelyt. | Ne tarvitsevat enemmän huoltoa. |
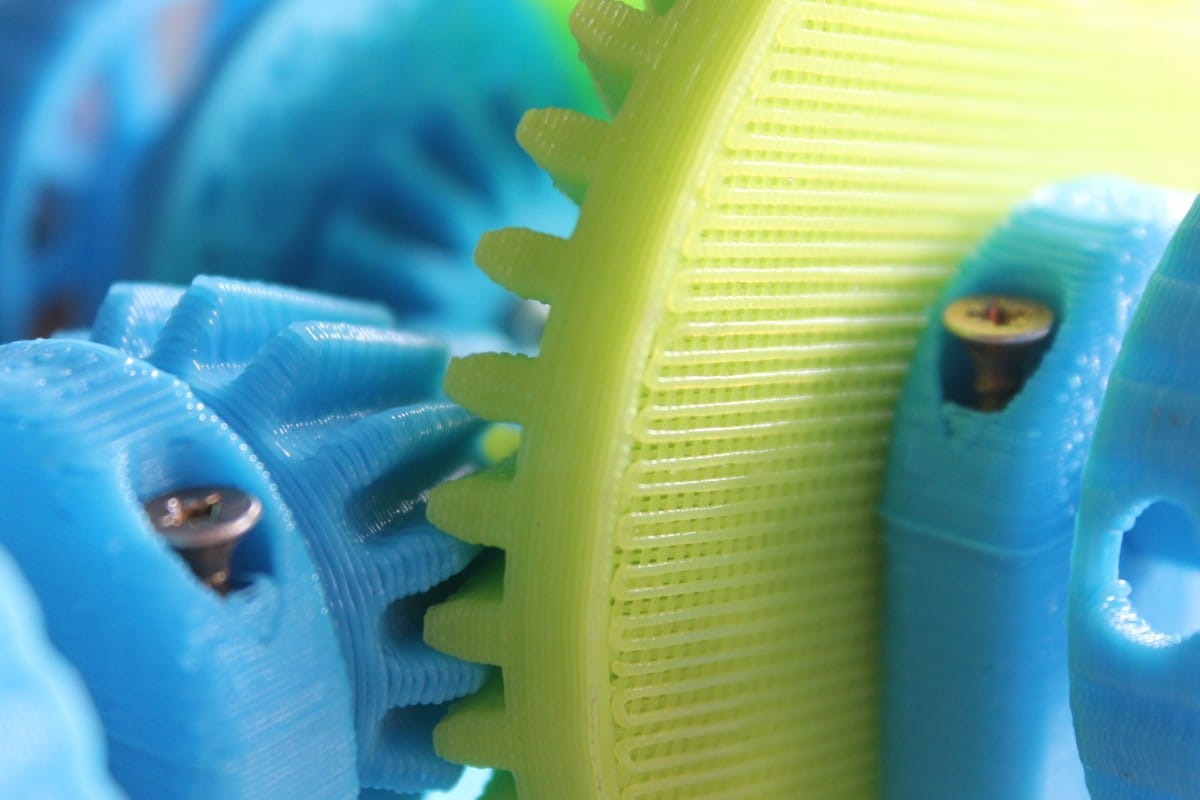
FFF (Fused Filament Fabrication)
Erot FDM:n ja FFF:n välillä? Vaikka FDM-termiä käytetään joskus synonyyminä, se viittaa Stratasysin vuonna 1989 kehittämään teknologiaan. Sitä vastoin termillä FFF on yhtäläisyyksiä, mutta RepRapin luojat loivat sen vuonna 2005.
3D-tulostimien yleistymisen myötä FDM-patentin voimassaolo päättyi vuonna 2009, tie valmistettiin uusille halvoille tulostimille, joissa on hyvin samanlainen tekniikka nimeltä FFF:
- FDM: suuret ja suljetut koneet tekniikan käyttöön ja korkealaatuisiin tuloksiin.
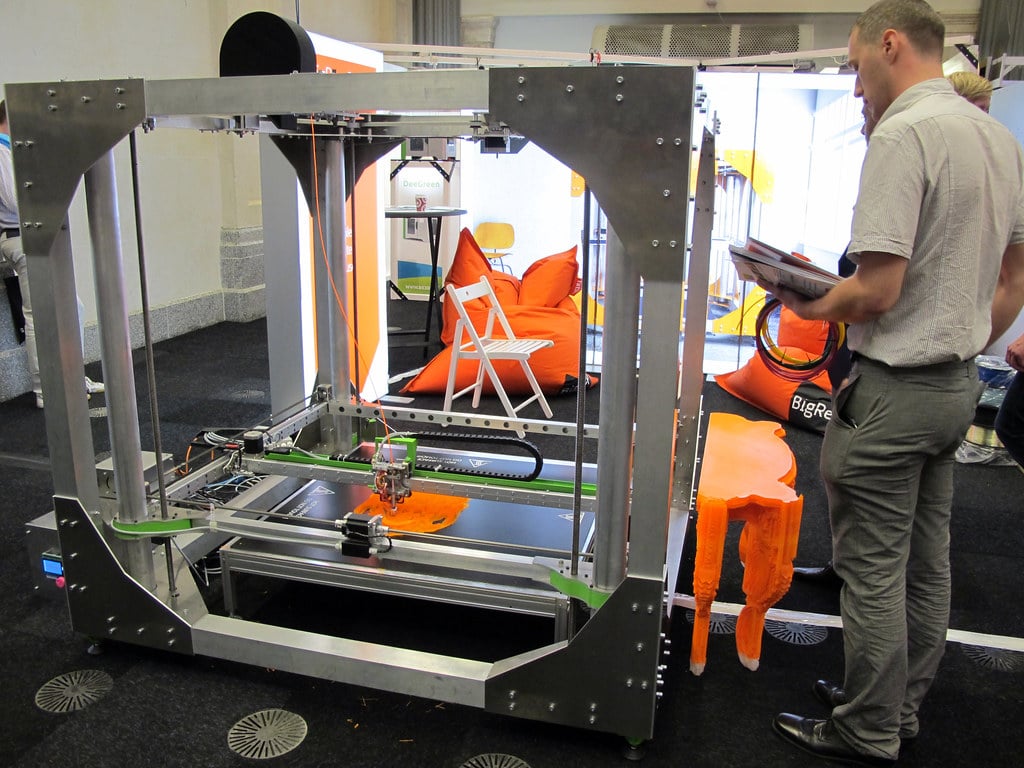
- FFF: avoimet tulostimet, halvempia ja huonommilla ja epäjohdonmukaisemmilla tuloksilla sovelluksissa, joissa tarvitaan osia, joilla on erittäin erityiset ominaisuudet.
| Etu | Haitat |
|---|---|
| Ne ovat halpoja. | Kappaleiden karkea pinta. |
| Filamentti voidaan käyttää uudelleen. | Vääntyminen (muodonmuutos) on yleistä. Tämä tarkoittaa, että osa tulostettavasta kohteesta on kaareva ylöspäin kerrosten välisen lämpötilaeron vuoksi. |
| Ne ovat yksinkertaisia. | Suutin pyrkii tukkeutumaan. |
| Valittavana on laaja valikoima materiaaleja. | Niiden tulostaminen kestää kauan. |
| Ne ovat kompakteja ja helppoja kuljettaa. | Kerrosten siirtymäongelmat kerrosten välisen tarttumattomuuden vuoksi. |
| Löydät ne sekä valmiina että koottavissa sarjoissa. | Heikkous. |
| Sänky tai tuki tarvitsee usein kalibroinnin. |
Muut kehittyneet 3D-tulostimet
Edellä mainittujen 3D-tulostimien tai tulostustekniikoiden lisäksi on muita, jotka eivät ehkä ole suosittuja kotikäyttöön, mutta ovat ovat kiinnostavia teollisuudelle tai tutkimukselle:
MJF (Multi Jet Fusion) tai MJ (materiaalipelastus)
Toinen 3D-tulostustekniikka, jonka voit löytää, on MJF tai yksinkertaisesti MJ. Kuten nimestä voi päätellä, se on a prosessi, jossa käytetään materiaalien ruiskuttamista. Tämän tulostusmenetelmän omaksuneet 3D-tulostimet on tarkoitettu ensisijaisesti koruteollisuudelle, ja ne saavuttavat korkean laadun ruiskuttamalla satoja pieniä fotopolymeeripisaroita ja käymällä läpi UV (ultravioletti) valokovetus (kiinteytys) prosessin.
| Etu | Haitat |
|---|---|
| Suuri tulostusnopeus. | Siinä ei ole tällä hetkellä kaupallisesti saatavilla keraamisia materiaaleja. |
| Soveltuu yrityskäyttöön. | Tekniikka ei ole liian laajalle levinnyt. |
| Korkea automaatioaste paino- ja jälkikäsittelyprosessissa. |
SLM (valikoiva lasersulatus)
Se on edistynyt tekniikka, jossa on erittäin suuritehoinen laserlähde, ja tämän tyyppisten 3D-tulostimien hinnat ovat melko korkeat, joten se on tarkoitettu ammattikäyttöön. Ne ovat tavallaan samanlaisia kuin SLS-optinen tekniikka, jotka sulautuvat valikoivasti laserilla. Hyvin käytetty sulattaa selektiivisesti metallijauhetta ja tuottaa erittäin kestäviä kappaleita kerros kerrokselta, joten vältyt tietyiltä myöhemmiltä käsittelyiltä.
| Etu | Haitat |
|---|---|
| Voit tulostaa monimutkaisia metalliosia. | Materiaalia rajoitettu määrä. |
| Tuloksena on tarkka ja vankka kappale. | Ne ovat kalliita ja suuria. |
| Ei tarvitse tukia. | Sen energiankulutus on korkea. |
| Soveltuu teollisuuskäyttöön. |
EBM (elektronisuihkun sulaminen)
Tekniikka elektronisuihkufuusio se on lisäainevalmistusprosessi, joka on hyvin samanlainen kuin SLM, ja juurtunut syvälle ilmailuteollisuuteen. Se pystyy myös tuottamaan erittäin tiheitä ja kestäviä malleja, mutta erona on, että laserin sijaan käytetään elektronisuihkua metallijauheen sulattamiseen. Tämä teolliseen käyttöön tarkoitettu tekniikka voi johtaa sulamiseen 1000 ºC:n lämpötiloissa.
| Etu | Haitat |
|---|---|
| Voit tulostaa monimutkaisia metalliosia. | Erittäin rajallinen määrä materiaaleja, koska sitä voidaan tällä hetkellä käyttää vain tietyille metalleille, kuten koboltti-kromille tai titaaniseoksille. |
| Tuloksena on tarkka ja vankka kappale. | Ne ovat kalliita ja suuria. |
| Ei tarvitse tukia. | Sen energiankulutus on korkea. |
| Soveltuu teollisuuskäyttöön. | He tarvitsevat pätevää henkilöstöä ja suojatoimenpiteitä käyttääkseen. |
BJ (Binder Jetting)
Se on toinen olemassa olevista 3D-tulostimista, jonka tekniikkaa käytetään teollisella tasolla. Tässä tapauksessa se käytä jauhetta pohjana osien valmistukseen, sideaineella kerrosten muodostamiseksi. Eli siinä käytetään materiaalin jauheita yhdessä eräänlaisen liiman kanssa, joka poistetaan myöhemmin niin, että jäljelle jää vain perusmateriaali. Tämäntyyppiset tulostimet voivat käyttää materiaaleja, kuten kipsiä, sementtiä, metallihiukkasia, hiekkaa ja jopa polymeerejä.
| Etu | Haitat |
|---|---|
| Laaja valikoima materiaaleja kappaleiden valmistukseen. | Ne voivat olla suurikokoisia. |
| Voit tulostaa suuria esineitä. | Ne ovat kalliita. |
| Ei tarvitse tukia. | Ei sovellu kotikäyttöön. |
| Soveltuu teollisuuskäyttöön. | Mallia voi olla tarpeen mukauttaa kuhunkin tapaukseen. |
Betoni tai 3DCP
Se on eräänlainen painatus, joka saa yhä enemmän kiinnostusta rakennusteollisuudelle. 3DCP tulee sanoista 3D Concrete Printing, eli sementin 3D-tulostus. Tietokoneavusteinen prosessi sementtirakenteiden luomiseksi suulakepuristamalla kerrosten muodostamiseksi ja siten seinien, talojen jne. rakentamiseksi.
| Etu | Haitat |
|---|---|
| He pystyvät rakentamaan rakenteita nopeasti. | Ne voivat olla suurikokoisia. |
| Ne kiinnostavat suuresti rakennusalaa. | Ne ovat kalliita ja monimutkaisia. |
| Ne voisivat mahdollistaa halvempien ja kestävämpien asuntojen rakentamisen. | Jokaisessa tapauksessa on mukautettava 3D-tulostin erikseen. |
| Tärkeä kehityskulku muiden planeettojen kolonisoinnissa. |
LOM (laminoitujen esineiden valmistus)
LOM kattaa tietyntyyppiset 3D-tulostimet, joita käytetään rullan valmistus. Tätä varten käytetään kankaita, paperiarkkeja, arkkeja tai metallilevyjä, muovia jne. levittämällä kerroksia arkki kerrallaan ja käyttämällä liimaa niiden liittämiseen, lisäksi käytetään teollisia leikkaustekniikoita muodon luomiseen, kuten esim. voi olla laserleikkaus.
| Etu | Haitat |
|---|---|
| He voivat rakentaa tukevia rakenteita. | Ne eivät ole kompakteja 3D-tulostimia. |
| Mahdollisuus valita erilaisten raaka-aineiden välillä. | Ne ovat kalliita ja monimutkaisia. |
| Niillä voi olla sovelluksia ilmailualalla tai kilpailualalla tiettyjen komposiittien osalta. | He tarvitsevat pätevää henkilöstöä. |
DOD (Drop on Demand)
Toinen tekniikka pudota pyydettäessä käyttää kahta "mustesuihkua", joista toinen levittää rakennusmateriaalia esineeseen ja toinen liukenevaa materiaalia tukia varten. Tällä tavalla se rakentaa kerros kerrokselta käyttämällä mallin muodostamiseen lisätyökaluja, kuten perholeikkuria, joka kiillottaa rakenteilla olevan alueen. Tällä tavalla saavutetaan täysin tasainen pinta, minkä vuoksi sitä käytetään laajasti teollisuudessa, jossa tarvitaan suurempaa tarkkuutta, kuten muottien valmistuksessa.
| Etu | Haitat |
|---|---|
| Täydellinen teollisuuskäyttöön. | Ne voivat olla suurikokoisia. |
| Suuri tarkkuus viimeistelyssä. | Ne ovat kalliita ja monimutkaisia. |
| Ne voivat tulostaa suuria esineitä. | He tarvitsevat pätevää henkilöstöä. |
| Ei tarvitse tukia. | Hieman rajoitetusti materiaaleja. |
MME (Metal Material Extrusion)
Tämä menetelmä on hyvin samanlainen kuin FFF tai FDM, eli se koostuu polymeerin suulakepuristamisesta. Erona on, että tämä polymeerillä on korkea metallijauhekuormitus. Siksi muotoa luotaessa voidaan tehdä jälkikäsittely (irrotus ja sintraus) kiinteän metalliosan muodostamiseksi.
UAM (Ultrasonic Additive Manufacturing)
Tämä toinen menetelmä käyttää metallilevyjä, jotka on kerros kerrokselta ja sulatettu yhteen ultraääni sekoittaa pintoja ja muodostaa kiinteän osan.
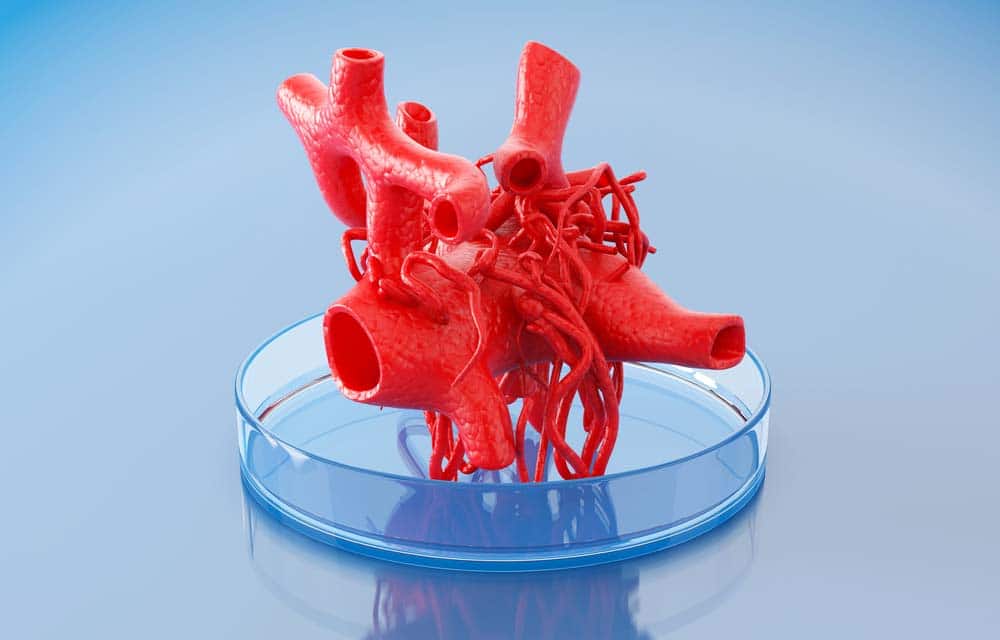
biotulostus
Lopuksi, 3D-tulostintyypeistä yksi edistyneimmistä ja kiinnostavimmista lääketieteelliseen käyttöön, muiden alan sovellusten joukossa, ei voi puuttua. On noin biotulostustekniikka, joka voi perustua joihinkin aikaisempiin tekniikoihin, mutta erityispiirtein. On esimerkiksi tapauksia, joissa ne perustuvat kerrospinnoitukseen, biomustesuihkuihin (biomuste), laseravusteiseen biotulostukseen, paineeseen, mikroekstruusioon, SLA:han, suoraan soluekstruusioon, magneettiteknologioihin jne. Kaikki riippuu käyttötarkoituksesta, jota haluat antaa sille, koska jokaisella on mahdolliset etunsa ja rajoituksensa.
3D biotulostus on kolme perusvaihetta jotka ovat:
- Esibiotulostus: on mallin luontiprosessi, kuten 3D-mallinnus 3D-tulostusohjelmistolla. Mutta tässä tapauksessa tarvitaan monimutkaisempia vaiheita mainitun mallin saamiseksi testeillä, kuten biopsia, tietokonetomografia, magneettikuvaus jne. Tällä tavalla saat mallin, joka lähetetään tulostettavaksi.
- biotulostus: Kun käytetään erilaisia tarvittavia materiaaleja, kuten nestemäisiä liuoksia, joissa on soluja, matriiseja, ravinteita, biomusteita jne., ja ne asetetaan tulostuskasettiin niin, että tulostin alkaa luoda kudosta, elintä tai esinettä.
- Jälkibiopainatus: se on tulostusta edeltävä prosessi, kuten 3D-tulostuksen tapauksessa, on myös useita aikaisempia prosesseja. Ne voivat luoda vakaan rakenteen, kudosten kypsymisen, verisuonten jne. Tätä varten tarvitaan monissa tapauksissa bioreaktoreita.
| Etu | Haitat |
|---|---|
| Mahdollisuus painaa eläviä kankaita. | Monimutkaisuus. |
| Se voisi ratkaista ongelman, joka liittyy elinsiirtoelinten puutteeseen. | Näiden kehittyneiden laitteiden kustannukset. |
| Poistaa eläinkokeiden tarpeen. | Esikäsittelyn tarve jälkikäsittelyn lisäksi. |
| Nopeus ja tarkkuus. | Vielä kokeiluvaiheessa. |
3D-tulostimien tyypit materiaalien mukaan
Toinen tapa luetteloida 3D-tulostimia on minkä tyyppiselle materiaalille he voivat tulostaa, vaikka jotkin kotimaiset ja teolliset 3D-tulostimet hyväksyvät erilaisia materiaaleja tulostukseen (kunhan niillä on samanlaiset ominaisuudet, kuten sulamispiste,…), aivan kuten perinteiset tulostimet voivat käyttää erilaisia papereita.
metalliset 3D-tulostimet

Kaikki metallit eivät sovellu hyvin erilaisiin 3D-tulostimiin. Itse asiassa, käyttämällä joitain yllä näkyvistä teknologioista, vain muutama voidaan käsitellä. The yleisimmät metallijauheet lisäainevalmistuksessa käytetään:
- Ruostumaton teräs (eri tyypit)
- Työkaluteräs (eri hiilikoostumuksella)
- Titaaniseokset.
- Alumiiniseokset.
- Nikkelipohjaiset superseokset, kuten Inconel (austeniittinen Ni-Cr-seos).
- Koboltti-kromi seokset.
- Kuparipohjaiset seokset.
- Jalometallit (kulta, hopea, platina,…).
- Eksoottiset metallit (palladium, tantaali,…).
3D-ruokatulostimet

Lähde: REUTERS/Amir Cohen
Se on yhä yleisempää löytää 3D-tulostimet ruoan valmistukseen käyttämällä additiivisia valmistusmenetelmiä. Tässä tapauksessa joitain yleisimmistä ovat:
- Funktionaaliset komponentit (prebiootit, probiootit, kivennäisaineet, vitamiinit, rasvahapot, fytokemikaalit ja muut antioksidantit).
- Kuitu.
- Rasvat
- Erilaisia hiilihydraatteja, kuten jauhoja ja sokeria.
- Proteiinit (eläin- tai kasviperäiset) lihan kaltaisten koostumusten muodostamiseksi.
- Hydrogeelit, kuten gelatiini ja alginaatti.
- Suklaata.
Muoviset 3D-tulostimet
Tietysti yksi eniten käytetyistä materiaaleista 3D-tulostuksessa, erityisesti kodin 3D-tulostimissa, on polymeerit:
- Muovit, kuten PLA, ABS, PET, PC jne.
- Suorituskykyiset polymeerit, kuten PEEK, PEKK, ULTEM jne.
- Tekstiilityyppiset synteettiset polyamidit, kuten nylon tai nylon.
- Vesiliukoinen, kuten HIPS, PVA, BVOH jne.
- Joustava kuten TPE tai TPU, kuten silikoniset matkapuhelinkuoret.
- Polymerointipohjaiset hartsit.
Lisäksi, jos aiot käyttää 3D-tulostinta ruoassa käytettävien esineiden, kuten kuppien, lasien, lautasten, ruokailuvälineiden jne., tulostamiseen, sinun tulee tietää, mitä elintarviketurvallista muovia:
- PLA, PP, kopolyesteri, PET, PET-G, HIPS, nylon 6, ABS, ASA ja PEI. Jos käytät niitä pesuun astianpesukoneessa tai kestät korkeampia lämpötiloja, hävitä nailon, PLA ja PET, koska ne taipuvat muotoutumaan 60-70 ºC:n lämpötiloissa.
Biomateriaalit
Lähde: BloodBusiness.com
Suhteen 3D biotulostus, löydät myös laajan valikoiman tuotteita ja materiaaleja:
- synteettiset polymeerit.
- Poly-L-maitohappo.
- Biomolekyylit, kuten DNA.
- Matalan viskositeetin biomusteet, joissa solut ovat suspensiossa (spesifiset solut tai kantasolut). Hyaluronihapolla, kollageenilla jne.
- Metallit proteeseihin.
- Proteiinit.
- Komposiitit.
- Gelatiini agaroosi.
- valoherkät materiaalit.
- Akryylit ja epoksihartsit.
- Polybuteenitereftalaatti (PBT)
- Polyglykolihappo (PGA)
- Polyeetteri-eetteriketoni (PEEK)
- polyuretaani
- Polyvinyylialkoholi (PVA)
- Polylaktinen-ko-glykolihappo (PLGA)
- Kitosaani
- Muut tahnat, hydrogeelit ja nesteet.
Komposiitit ja hybridit

On myös muita hybridiyhdisteet 3D-tulostimille, vaikka ne ovat yleensä eksoottisempia ja hyvin monipuolisia:
- PLA-pohjainen (70% PLA + 30% muuta materiaalia), kuten puu, bambu, villa, korkkifilamentit jne.
- Komposiitit (hiilikuitu, lasikuitu, kevlar jne.).
- Alumiinioksidi (polymeerien ja alumiinijauheiden seos).
- Keramiikka. Joitakin esimerkkejä ovat posliini, terrakotta jne.
- Metallioksidit: alumiinioksidi, zirkoni, kvartsi jne.
- Ei-oksidipohjainen: piikarbidit, alumiininitridi jne.
- Biokeramiikka: kuten hydroksiapatiitti (HA), trikalsiumfosfaatti (TCP) jne.
- Sementtipohjaiset yhdisteet, kuten erilaiset laastit ja betonit.
- Nanomateriaalit ja älykkäät materiaalit.
- Ja monia muita innovatiivisia materiaaleja tulossa.
Käyttökohteiden mukaan
Viimeisenä mutta ei vähäisimpänä, erilaisia 3D-tulostimia voidaan myös luetteloida käytön mukaan mitä annetaan:
Teolliset 3D-tulostimet
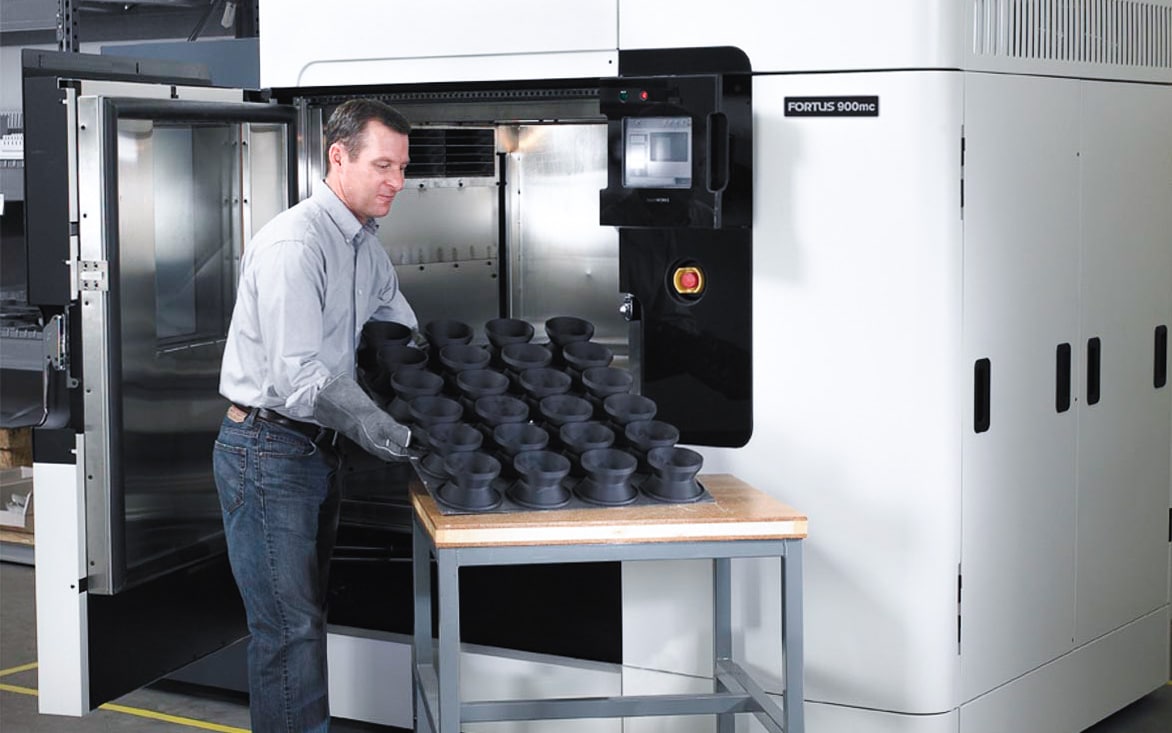
Las teolliset 3D-tulostimet Ne ovat hyvin erityinen tulostintyyppi. Niissä on yleensä edistyksellistä teknologiaa sen lisäksi, että ne ovat kooltaan huomattavan suuria ja hinta on tuhansia euroja. Ne on suunniteltu teollisuuskäyttöön, valmistettaviksi nopeasti, tarkasti ja suuria määriä. Ja niitä voidaan käyttää sellaisilla aloilla kuin ilmailu, elektroniikka ja puolijohteet, lääkkeet, ajoneuvot, rakentaminen, ilmailu, moottoriurheilu jne.
Los teollisten 3D-tulostimien hinnat voi värähdellä 4000 € - 300.000 € joissakin tapauksissa koosta, merkistä, mallista, materiaaleista ja ominaisuuksista riippuen.
Suuret 3D-tulostimet
Vaikka tämän tyyppinen suuret 3d-tulostimet voitaisiin sisällyttää teollisiin, on totta, että joitakin malleja on suunniteltu käytettäväksi teollisuuden ulkopuolella, kuten jotkut tulostimet, jotka pystyvät tulostamaan suuria osia sitä tarvitseville valmistajille, pienille yrityksille jne. Tarkoitan niitä malleja, jotka eivät ole yhtä suuria ja kalliita kuin teolliset, kuten Anycubic Chiron, Snapmaker 3D, Tronxy X5SA, Tevo Tornado, Creality CR 10S, Dremer DigiLab 3D20 jne.
Edulliset 3D-tulostimet

Useita asennussarjoja 3D-tulostimet kotikäyttöön, tai joitain avoimen lähdekoodin projektit, kuten Prusa, Lulzbot, Voron, SeeMeCNC, BigFDM, Creality Ender, Ultimaker jne., sekä muut kompakteja 3D-tulostimia myyvät tuotemerkit ovat tuoneet 3D-tulostuksen moniin koteihin myös. Mihin aiemmin vain harvoilla yrityksillä oli varaa, nyt voidaan hinnoitella samalla tavalla kuin perinteiset tulostimet.
Yleensä nämä tulostimet ovat tarkoitettu yksityiseen käyttöön, kuten tee-se-itse-harrastajille tai -tekijöille tai joillekin freelancereille, joiden on luotava tiettyjä malleja satunnaisesti. Mutta niitä ei ole suunniteltu luomaan suuria malleja, ei massiivisesti eikä nopeasti. Ja suurimmaksi osaksi ne on valmistettu hartsista tai muovifilamentista.
3d lyijykynä

Lopuksi, täydentääkseni tätä artikkelia, en halunnut jättää itseäni jälkeen 3D lyijykynät. Ne eivät ole yksi 3D-tulostimien tyypeistä sinänsä, mutta niillä on yhteinen päämäärä ja ne voivat olla erittäin käytännöllisiä luotaessa joitain yksinkertaisia malleja lapsille jne.
heillä erittäin halpa hinta, ja periaatteessa ovat pieniä kynän muotoisia kädessä pidettäviä 3D-tulostimia jolla voit tehdä tilavuuspiirroksia. Ne käyttävät yleensä muovikuituja, kuten PLA, ABS jne., ja niiden toiminta on hyvin yksinkertaista. Ne kytketään periaatteessa pistorasiaan ja kuumenevat kuten juotoskolvit tai kuumaliimapistoolit. Näin ne sulattavat muovin, joka virtaa kärjen läpi luoden piirustuksen.
lisätietoja
- Parhaat hartsi 3D-tulostimet
- 3D-skanneri
- 3D-tulostimen varaosat
- Filamentit ja hartsi 3D-tulostimille
- Parhaat teolliset 3D-tulostimet
- Parhaat 3D-tulostimet kotiin
- Parhaat halvat 3D-tulostimet
- Kuinka valita paras 3D-tulostin
- Kaikki STL- ja 3D-tulostusmuodoista
- 3D-tulostuksen aloitusopas