
A jövőbeli cikkek részletezik típusú cnc gépek amelyek funkciójuk szerint léteznek, mint például eszterga, marógép, maró vagy vágó, gravírozás, fúrás stb. Ebben a cikkben azonban a típusok megismerésére fókuszálunk aszerint, hogy milyen anyagokkal dolgozhatnak, illetve aszerint, hogy milyen mozgásszabadsággal rendelkeznek, vagyis a tengelyek szerint. Ez elengedhetetlen ahhoz, hogy ismerjük a felhasználási módokat és azokat a lehetőségeket, amelyeket a többi géptípus funkciójuknak megfelelően kínál.
A CNC gépek típusai

Mint említettem, ezek a csapatok több szempont szerint is besorolhatók. A típusok funkciójuk szerinti elemzését a jövőbeni cikkekre hagyjuk, hiszen minden típusnak külön, mélyrehatóan dedikált kiadvány lesz. Itt a katalogizálás két módjára fogunk összpontosítani a CNC gépek típusai, amelyek funkciójuk szerint minden típusban közösek.
Az anyagok szerint
Az anyagok szerint amelyeket egy CNC gép használhat, több csoportba sorolhatjuk. De figyelembe kell venni, hogy a fémek mechanikai tulajdonságai nagyon sokrétűek lehetnek, és nem mindegyik tesz lehetővé minden típusú megmunkálást vagy egyformán.
CNC gép fémhez
La cnc gép fémhez Ez az, akinek a szerszámai képesek dolgozni az ilyen típusú anyagokkal és ötvözeteikkel. A gép által használható fémanyagok mennyisége a modelltől és az általa kezelhető szerszámoktól függ. De ezek általában olyan anyagok, amelyeket mechanikai tulajdonságaik miatt széles körben használnak mindenféle alkatrész gyártásához. A CNC-megmunkálásra alkalmas fémeknek és fémötvözeteknek specifikus mechanikai tulajdonságokkal kell rendelkezniük, beleértve a szilárdságot, a rugalmasságot, a keménységet stb.
Között a legnépszerűbb fémek a CNC kiemeléséhez:
- Alumínium: ez egy meglehetősen jövedelmező fém a CNC megmunkáláshoz. Könnyű, könnyen megmunkálható, erős, sokrétűen használható, ablakokon, ajtókon, járműszerkezeteken, hűtőbordákon stb. A leggyakrabban használt alumínium típusok közé tartoznak:
- Alumínium 6061: jól ellenáll az időjárási viszonyoknak, bár nem annyira vegyszereknek és sós víznek. Széles körben használják bevonatokhoz, ajtókhoz, ablakokhoz stb.
- Alumínium 7075: nagyon képlékeny, ellenálló, és ellenáll a fáradásnak, ezért gyakran használják járművekben és repülőgépiparban, bár bonyolultabb a megmunkálása (nem egyszerű ilyen összetett alkatrészeket létrehozni).
- Acero inoxidable: kevésbé könnyen megmunkálható, de olyan fantasztikus tulajdonságokat egyesít, mint az alacsony költség, az ellenállás és a végtelen számú felhasználás. Minden bizonnyal acéldarabokkal vagyunk körülvéve, ha körülnézünk. A CNC-ben a leggyakoribb típusok a következők:
- 304: nagyon elterjedt, és többféle háztartásban is használható, az elektromos készülékek burkolatától és szerkezetétől a konyhai eszközökig, átmenő csövekig stb. Jó hegeszthetősége és alakíthatósága van.
- 303: Korrózióállósága, keménysége és tartóssága miatt ez a kénkezelt acél tengelyek, fogaskerekek, mindenféle járműtartozék stb. készítésére szolgál.
- 316: Hihetetlenül erős és korrózióálló acél, ezért hasznos egyes orvosi implantátumokhoz, repülőgépiparban stb.
- acél: Ez a vas-szén ötvözet nagyon olcsó, még inkább, mint a rozsdamentes acél. Nem ugyanazt a korrózióállóságot kínál, de más szempontból hasonló tulajdonságokkal rendelkezik. A CNC megmunkáláshoz leggyakrabban használt típusok közé tartoznak a következők:
- 4140 acél: alacsonyabb széntartalmú, de mangánnal, krómmal és molibdénnel ötvözött acél. Kiválóan ellenáll a fáradtságnak, szívósságnak és ütésállóságnak. Emiatt nagyon vonzó számos ipari alkalmazás számára, például az építőiparban.
- titán: nagyon drága fém, de kiváló tulajdonságokkal rendelkezik, mint például alacsony hővezető képessége, nagy ellenállása, könnyűsége, bár nem teszi lehetővé olyan egyszerű megmunkálást, mint az előzőek. Például:
- Ti6AI4V, 5. fokozat: Ennek az ötvözetnek kiváló a szilárdság/tömeg aránya, jó a vegyszerekkel és a hőmérséklettel szembeni ellenállása. Ezért használják extrém körülményeknek kitett alkalmazásokhoz, orvosi implantátumokhoz, a repülőgépiparban, valamint csúcskategóriás vagy motorsport járművekben.
- Sárgaréz: Ez a réz és cink ötvözet nagyon könnyű megmunkálást tesz lehetővé, annak ellenére, hogy nem tartozik a legolcsóbb fémek közé. Közepes keménységű és nagy szakítószilárdságú, így alkalmas elektromos, orvosi és autóipari alkalmazásokhoz.
- réz: kiváló megmunkálást lehetővé tévő, de magas költséggel rendelkező fém. Tulajdonságai miatt kiválóan alkalmas az elektromos, elektronikai és hőipar számára, mivel kiváló elektromos és hővezető. Például elektromosan vezető alkatrészeket vagy hűtőbordákat lehet készíteni, mint az alumínium esetében.
- magnézium: Mechanikai tulajdonságainak köszönhetően az egyik legkönnyebben megmunkálható fém. Ezenkívül magas a hővezető képessége, és könnyű (35%-kal könnyebb, mint az alumínium), így kiválóan alkalmas autóipari és repülőgép-alkatrészek számára. A legnagyobb hátránya, hogy gyúlékony fém, így a por, forgács stb. meggyulladhat és tüzet okozhat. A magnézium víz, CO2 és nitrogén alatt elégethető. A CNC-hez használt példa:
- AZ31: kiválóan alkalmas megmunkálásra és űrrepülésre.
- Egyéb: Természetesen sok más tiszta fém és ötvözet is megmunkálható CNC-vel, bár ezek a legnépszerűbbek.
Ezen fém alkatrészek CAD tervezési folyamata során figyelembe kell venni ezen fémek jellemzőit. Ezenkívül a megmunkálásukhoz szükséges CNC gépeknek rendelkezniük kell a megfelelő szerszámokkal és az ehhez szükséges erővel. Másrészt fém megmunkálásakor CNC-vel néhány tényezőt figyelembe kell venni: rendeltetésszerű használat/szükséges tulajdonságok és összköltség (anyagköltség + megmunkálási költség). Másrészt sok CNC gép célja az, hogy a lehető legalacsonyabb költséggel és a lehető legrövidebb idő alatt nagy mennyiségű alkatrészt állítsanak elő. Minél könnyebben megmunkálható a fém, annál kevesebb időt és költséget vesz igénybe, bár ez az alkatrész összetettségétől is függ.
Végül szeretném hangsúlyozni, hogy ez is fontos kikészítés és utófeldolgozás amelyeket CNC megmunkálás után adhatunk fémekhez. Például egyes alkatrészek polírozásra szorulnak a CNC-szerszámok nyomainak eltávolítása, a vágás utáni sorja eltávolítása, felületkezelés (horganyzott, festett stb.) a korrózió megelőzésére vagy esztétikai okokból stb.
CNC gép fához
Van egy sok fa a piacon elérhető, beleértve a forgácslapot, MDF-et, rétegelt lemezt stb. A fa általában meglehetősen egyszerű megmunkálást tesz lehetővé, ezért széles körben használják marásra, darabolásra és esztergálásra. Ráadásul ez egy viszonylag olcsó anyag, és bőséges. Másrészt általában az egyik leggyakrabban használt anyag a hazai CNC gépekhez is, amelyeket egyes gyártók és barkácsolók használnak.
néhány példák a fára A CNC-vel való munkavégzés a következők:
- kemény fák: ezek általában egzotikus fák, nagy tartóssággal és minőséggel. Drágák, de feszes szemcséjük miatt nagyon ellenállóak számos alkalmazáshoz. Ezekhez merevebb és keményebb szerszámok szükségesek, és hosszabb ideig is eltarthatnak. Azonban jobbak lehetnek, mint a lágyak, ha összetett faragványokról vagy bonyolult formákról van szó. Néhány gyakori példa:
- Fresno: Világos színű, nehéz fa kiváló mechanikai tulajdonságokkal, például merevséggel és keménységgel. Használható székekhez, asztalokhoz, hokiütőkhöz, baseball ütőkhöz, teniszütőkhöz stb.
- Haya: ellenállásban hasonló az előzőhöz, de rugalmasabb. Emiatt ívelt formájú bútorokat is megépíthet szilánkosodás nélkül. Szagtalan, ezért kanalakhoz, tányérokhoz, poharakhoz, vágódeszkákhoz stb. Természetesen ez a fa nem ajánlott faragásra.
- nyírfa: nagyon kemény, hasonló a tölgyhez vagy a dióhoz. Színe tiszta, nem horpad könnyen, jó a szilárdsága, jól tartja a csavarokat. Ezért használható bútorszerkezetek megerősítésére.
- Cseresznye: Világos vörösesbarna színű, jó szilárdságú, nem könnyen deformálódik, könnyen faragható, kemény. Ezért használható faragott dísztárgyak, bútorok, hangszerek stb. De óvatosan kell eljárni, ha tompa szerszámokkal dolgozik, mivel ezek a súrlódás miatt égési nyomokat okozhatnak.
- Szilfa: Világos és közepes vörösesbarna, nagy keménységű, kiválóan alkalmas vágódeszkákhoz, bútorokhoz, dekorációs panelekhez, jégkorongütőkhöz és -botokhoz stb. Természetesen megsérülhet, ha kis teljesítményű orsóval vágják a szálainál fogva.
- Mahagóni: Megjelenése és szilárdsága miatt nagyon népszerű, mély vörösesbarna árnyalattal. Kiválóan ellenáll a vízkárosodásnak, alkalmas csónakok, kelyhek, bútorok, hangszerek, padlóburkolatok (parketta) építésére.
- Arce: az egyik legkeményebb és legtartósabb, megmunkálás után nem igényel túl sok kezelést. Ideális íróasztalokhoz, munkaasztalokhoz, padlókhoz, hentes vágódeszkákhoz és egyéb olyan eszközökhöz, amelyeknek ki kell állniuk a "durva kezelésnek".
- tölgy: törésálló, nedvességnek és időjárásnak ellenálló és nehéz, esztétikai szempontból is érdekes fa. Éppen ezért használható kültéri bútorokhoz, hajóépítéshez stb. Keresztszemcsés jellemzői miatt érdemes sekélyen haladni a vágáshoz, és jobban kell használni a keményfém hegyű marókat.
- Nogal: Drága fa, erős barna színű. De ütésálló, kemény, nem ég meg könnyen megmunkálás közben, bár a vágásokhoz sekély átmeneteket kell tenni, hogy elkerüljük a törést. Ennek az anyagnak a felhasználási területe lehet a fegyverkészletektől a szobrokon és domborműves faragásokon át az esztergált tálakig, bútorokig és hangszerekig.
- Puha erdők: Jó választás kezdőknek vagy olyan típusú CNC gépeknek, amelyek nem túl erősek. Ráadásul olcsóbb és könnyebben beszerezhető lévén fapados asztalosmunkára is ajánlhatók. Van még egy pozitív oldaluk, mégpedig az, hogy nem okoznak olyan nagy kopást a szerszámokon. Azonban nem ugyanazokkal a tulajdonságokkal rendelkeznek, mint a kemények. Néhány gyakori példa:
- cédrus: Kellemes illatú, és elég szép vörösesbarna tónusú, csomókkal, amelyek megnehezíthetik az őrlést. Időjárásálló, így kerti bútorokat, csónakokat, kerítéseket, oszlopokat stb. Lassú megmunkálási sebességnél nem ég könnyen, mint a keményeknél.
- ciprus: jó a bomlásállósága, puha, könnyen megmunkálható, bár vannak csomói, amelyek megnehezíthetik a nagy tömbökkel való munkát. Használható szekrényekhez, bútorokhoz, ablakokhoz, kárpitokhoz és lambériákhoz.
- Fenyőfa: könnyen megmunkálható fa, egységes mintával, puha és tartós. Annak ellenére, hogy nem tartozik a keményfák közé, padlóra is használható.
- Pino: Olcsó fa, halvány színű és könnyű. Jól tartja a formáját és nem zsugorodik túlságosan. Elég nehéz megnehezíteni a faragás megmunkálását. Csökkenteni kell a vágási hosszt a forgácsolás elkerülése érdekében, és nagyobb orsófordulatszámot kell használni a sérülések elkerülése érdekében.
- Vörösfenyő: vörös árnyalatú fa, nagyon ellenáll a korhadásnak és a napfénynek. Könnyen megmunkálható, az eredmény pedig nagyon sima. Jó választás lehet faragáshoz, bonyolult részletek létrehozásához, vagy olyan tárgyakhoz, amelyek a szabadban lesznek. Természetesen nagyon éles eszközöket kell használni, hogy elkerüljük a forgácsolást és a szakadást.
- Fenyőfa: Az egyik legkeményebb a puhafák között. Könnyű, de hajlamos a bomlásra. Könnyű vele dolgozni, és megfizethető. Jó lehet panelnek, hangszernek, bútornak stb.
- MDF: Ez a mozaikszó a közepes sűrűségű farostlemezre utal, amely a bútorokhoz, ajtókhoz stb. használt mesterséges (emberi) fafajta. Nagyon olcsó, mivel kemény és puha fahulladékból készül, viasszal és gyantával kombinálva. Sűrűbb, mint a rétegelt lemez, könnyen működik, anélkül, hogy könnyen letörne vagy eltörne (az előtolás és az orsó fordulatszámának megfelelőnek kell lennie, mert elég gyorsan felmelegszik és megéghet), és sima felületű lesz. Azonban lehet, hogy az egyik irányban jobb az ellenállása, mint a másikban, ami nem pozitív az olyan alkatrészek esetében, amelyeknek robusztusnak kell lenniük, vagy a szerkezetek esetében. Egy másik fontos részlet az esztétika, mivel nem adja meg a természetes fa erezetét, ezért festést, díszlapok használatát igényli. Elővigyázatosságból mondja el, hogy az MDF-fel végzett folyamatok során belélegzett finom részecskék károsak az egészségre, hiszen nem csak fáról van szó. Viseljen maszkot.
- furnér: Több vékony falapból készül, amelyek egymáshoz vannak ragasztva. Súlya kisebb, mint a többi tömörfa, és alkalmas lehet szekrények felakasztására és egyéb olcsó, olcsó dolgokra. Óvintézkedéseket kell tennie, ha bármilyen típusú CNC géppel dolgozik, mivel hajlamos a forgácsolásra
Önnek is kellene egyéb szempontokat is figyelembe venni fontos a megfelelő fa kiválasztásakor:
- Szemcseméret: finomszemcsés puhafák, durva szemű keményfák. A finomszemcsés könnyebben marható, de a durva szemcsés nagyobb simaságot és jobb felületet biztosít.
- nedvességtartalom: Zavarja a fa hajlékonyságát és tartósságát, valamint a faragás közbeni kikészítést és az elérhető előtolási sebességeket. A faragáshoz ideális a 6-8% páratartalmú fa. A páratartalom meghatározza a szerszám hőmérsékletét is a folyamat során, és minden 1%-os páratartalom esetén a hőmérséklet körülbelül 21 °C-kal emelkedik. Ezenkívül az alacsony páratartalom a felület túlzott szakadását, a túl sok páratartalom pedig homályosabb felületeket okozhat.
- Csomók: ezek azok a területek, ahol az ágak a törzshöz csatlakoznak, és általában különböző irányú rostok vannak, keményebbek és sötétebbek. Ha CNC géppel dolgozik, a keménység hirtelen megváltozása lökésszerű terhelést okozhat, ezért érdemes megfelelő paramétereket vagy olyan utasításokat használni, amelyek elkerülik ezeket a csomókat.
- előleg mértéke: az az előtolás, amellyel a szerszám áthalad az alkatrész felületén. Ha túl alacsony, égési sérüléseket okozhat a fa felületén, ha túl magas, akkor szilánkokat okozhat. A legtöbb gépmodell általában különböző beállításokkal rendelkezik, hogy több anyaggal dolgozhasson, másoknak manuálisan kell beállítaniuk azokat.
- EszközökMegjegyzés: A fa megfelelő megmunkálási sebességének eléréséhez legalább 1–1.5 LE (0.75–1.11 kW) orsóteljesítményű CNC gépek kiválasztása mellett a használt szerszám (és kopott vagy fénytelen csere) is fontos:
- emelkedő vágás: Felfelé haladva távolítják el a forgácsot, és elszakíthatják a munkadarab felső szélét.
- lefelé vágás: Lenyomják a vágott fát, így sima felső élt adnak, de az alsó szélen szakadást okozhat.
- egyenes vágás: Nem állnak szögben a vágási felülettel, így egyensúlyt kínálnak az előző kettő között. Éppen ellenkezőleg, az anyag eltávolítási sebessége nem olyan gyors, és hajlamosak jobban felmelegedni.
- összenyomás: Ez egy olyan szerszám, amelynek hossza néhány milliméter, és a vágásmélység szabályozásával fel- vagy levágást érhet el. Ez lehetővé teszi a sima felső és alsó szélek befejezését.
Más anyagok
Természetesen vannak olyan CNC gépek, amelyek a szerszámok felcserélésével többféle anyaggal is dolgozhatnak. Más típusú CNC gépek is túl a fán és a fémen. Néhány további példa a CNC-hez alkalmas anyagokra:
- Nejlon: Alacsony súrlódású hőre lágyuló polimer, amely bizonyos esetekben a fém alternatívájaként használható. Ez egy merev, erős, ütésálló anyag, jó vegyszerállósággal és meglepően rugalmas. Használható tartályokhoz, elektronikai alkatrészekhez, fogaskerekekhez stb.
- habzik: olyan anyag, amelynek különböző merevségei lehetnek, és nagyon könnyű és tartós.
- egyéb műanyagok: például POM, PMMA, akril, ABS, polikarbonát vagy PC, valamint polipropilén vagy PP, poliuretán, PVC, gumi, vinil, gumi…
- kerámia és üveg: timföld, SiO2, edzett üveg, agyag, földpát, porcelán, kőedény stb.
- szálak: üvegszál, szénszál…
- több anyagból álló: ACM vagy szendvicspanelek.
- Papír és karton
- márvány, gránit, kő, szilícium, ...
- Bőr és egyéb szövetek
A tengelyük szerint
A CNC gépek típusai a tengelyük szerint határozzák meg a fokozatok számát mozgásszabadság és a darabok összetettsége hogy működhet A legkiemelkedőbbek a következők:
3 tengelyes CNC gép
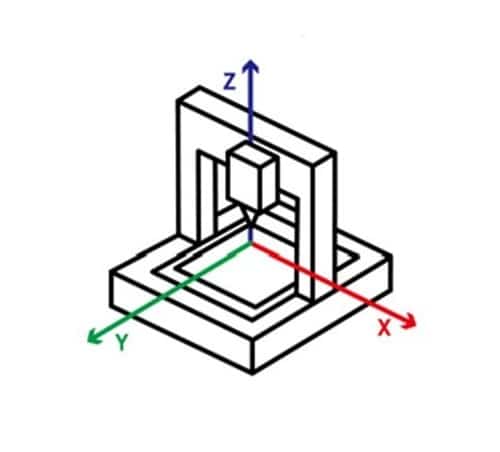
megmunkálás 3 tengely, vagy 3 tengelyes CNC gépek, lehetővé teszi, hogy a munkaeszköz három dimenzióban vagy irányban működjön ún X, Y és Z. Az ilyen típusú gépeket gyakran használják 2D, 2.5D és 3D geometria megmunkálására. Az olcsó CNC gépek többsége általában ilyen tengelykonfigurációval rendelkezik, és sok ipari gép is, mivel ez az egyik leggyakoribb konfiguráció.
- X és Y tengely: ez a két tengely vízszintesen fogja megdolgozni az alkatrészt.
- Z tengely: Lehetővé teszi a szerszám függőleges szabadságfokát.
A 3 tengelyes CNC megmunkálás a forgóesztergálás fejlődése volt. A része álló helyzetet fog elfoglalni miközben a vágószerszám e három tengely mentén mozog. Ideális bonyolult részletek és mélység nélküli alkatrészekhez.
4 tengelyes CNC gép
cnc gépek 4 tengely hasonlóak az előzőekhez, de az alkatrész elforgatásához egy további tengelyt adnak hozzá. A negyedik tengelyt A tengelynek hívják, és forog, amíg a gép nem dolgozza meg az anyagot. Ha az alkatrész a megfelelő pozícióba került, az adott tengelyen fékezés történik, és az XYZ tengelyek folytatják az alkatrész megmunkálását. Vannak olyan gépek, amelyek lehetővé teszik az XYZA egyidejű mozgatását, és ezeket folyamatos megmunkálású CNC gépeknek nevezik.
Az ilyen típusú CNC gépek az eddigieknél nagyobb részletgazdagságot tudnak kialakítani, alkalmasak lehetnek üreges részek, ívek, hengerek stb.. Az ilyen típusú gépeknél általában két probléma van, például intenzív használat esetén a csigahajtómű kopása, illetve a tengelyben holtjáték lehet, ami a rezgések miatt befolyásolhatja a gép pontosságát vagy megbízhatóságát.
5 tengelyes CNC gép
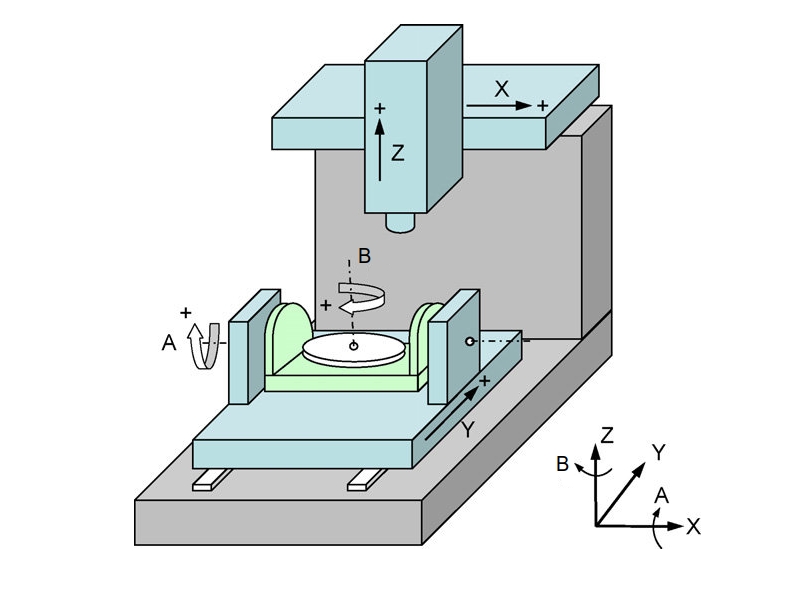
egy cnc gép 5 tengely 5 szabadságfokú vagy különböző irányú szerszámon alapul. X, Y és Z mellett hozzá kell adni az A tengellyel történő elforgatást, mint a négy tengelyben, és egy további tengelyt, a B tengelyt, így biztosítva, hogy a szerszámok minden irányban egyben közelítsék meg az alkatrészt. művelet, anélkül, hogy az alkatrészt kézzel át kellene helyezni a műveletek között. A a és b tengely ezek célja, hogy közelebb hozzák a munkadarabot az XYZ-ben mozgó szerszámhoz.
Az ilyen típusú gépeket a XNUMX. században vezették be, lehetővé téve magasabb fokú bonyolultság és nagy pontosság. Gyakran széles körben használják az orvosi alkalmazásokban, a kutatás-fejlesztésben, az építészetben, a hadiiparban, az autóiparban stb. A legnagyobb hátrány, hogy a CAD/CAM tervezés bonyolult lehet, ráadásul ezek gyakran drága gépek és magasan képzett kezelőket igényelnek.
Egyéb (12 tengelyig)

Forrás: www.engineering.com
A 3, 4 és 5 tengelyesek mellett léteznek olyan CNC gépek is, amelyekkel több tengely, akár 12-ig. Ezek fejlettebb és drágább gépek, bár nem olyan gyakoriak. Néhány példa:
- 7 tengely: Lehetővé teszi hosszú, vékony részek létrehozását sok részlettel. Az ilyen típusú CNC gépekben a jobbra-balra, fel-le, hátra-előre mozgáshoz, szerszámforgatáshoz, munkadarab-forgatáshoz, szerszámfej-forgatáshoz és munkabilincs-mozgás tengelyei vannak.
- 9 tengely: Ez a típus az esztergagépet öttengelyes megmunkálással kombinálja. Az eredmény az, hogy egyetlen beállítással és nagy pontossággal több síkban is esztergálhat és marhat. Ezenkívül nincs szüksége másodlagos tartozékokra vagy kézi betöltésre.
- 12 tengely: két VMC és HMC fejük van, amelyek mindegyike lehetővé teszi az X, Y, Z, A, B és C tengelyek mozgását Az ilyen típusú gépek fokozott termelékenységet és pontosságot biztosítanak.
A szerszámtól függően
A szerszámtól függően amely a CNC gépet rögzíti, megkülönböztethetünk:
- csak egy eszköz: azok, amelyek csak egyetlen szerszámot szerelnek fel, legyen az fúrószár, maró, penge stb. Ezen gépek némelyike csak egy típusú feladatot tud végrehajtani, és nem cserélhető ki egy másikra. Más esetekben lehetőség van az eszköz cseréjére, de ezt manuálisan kell megtenni.
- automata multitool: több szerszámmal ellátott fejük van, és ők maguk is automatikusan tudnak váltani egyikről a másikra szükség szerint.
Mi az a CNC router vagy CNC router
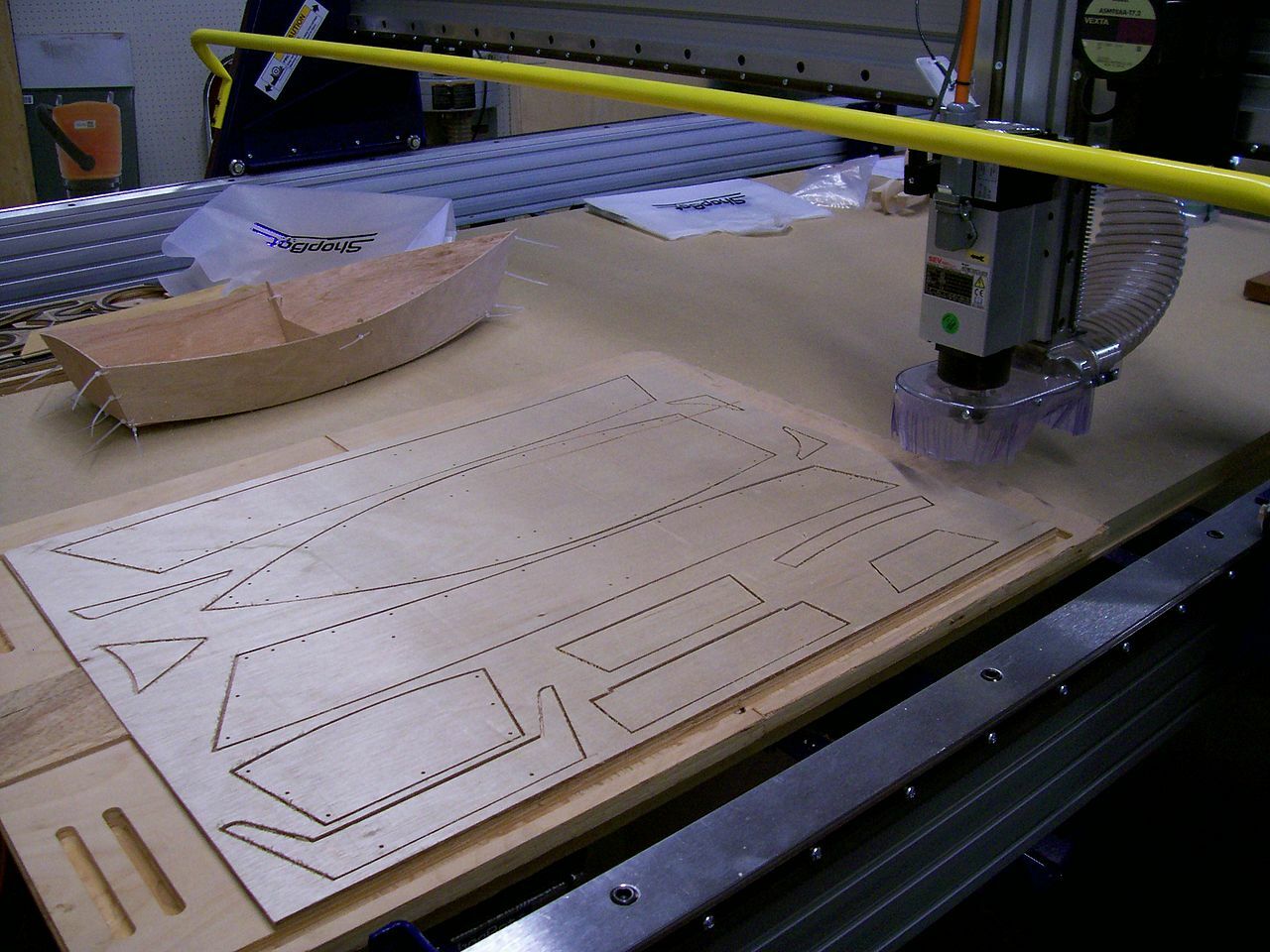
Un router vagy cnc router a CNC marógépekhez hasonló szerszámfejet használ. Van azonban némi különbség ezektől. Ez néha nagy zűrzavart generál, és sokan összetévesztik őket magukkal a CNC forgácsológépekkel, vagy a kifejezést a CNC marás szinonimájaként használják.
Különbségek más CNC gépekhez képest
A CNC router nagyon biztonságosan működik.hasonló egy CNC géphez, például esztergagéphez vagy marógéphez. A routereket széles körben használják ajtógyártáshoz többek között a fafeldolgozó iparban. Sok mindent el tudnak végezni, kezdve az ajtó faragásától a panelek díszítéséig, gravírozásokig, mint például táblák, díszlécek, szekrények stb. A legszembetűnőbb különbségek a marógépek között a következők:
- A router tökéletes profilok és lapok nagy sebességű létrehozására. Ez egy másik fontos különbség, mivel a CNC marógépeket nem úgy tervezték, hogy olyan gyorsan működjenek.
- Általában a CNC marógépeket keményebb anyagok marására/vágására használják (titán, acél stb.), CNC marógépeket pedig puhább anyagokhoz (fa, hab, műanyag stb.).
- A CNC útválasztók gyakran kevésbé pontosak, mint a CNC marógépek, de lehetővé teszik több alkatrész elkészítését rövidebb idő alatt.
- A CNC marógép lényegesen olcsóbb, mint egy marógép. Egyes fejlett marógépek ára körülbelül 2000 euróba kerülhet, míg egy ugyanolyan minőségű CNC marógép 10.000 XNUMX euróba kerülne.
- A CNC routereket gyakran használják nagy alkatrészek (ajtók, lemezek,...) megmunkálására és vágására.
- Ami a különbséget illeti a CNC-maróval és egy másik típusú CNC-vágógéppel történő vágás között, az a tény, hogy a maró a szerszám forgási sebességét használja a vágáshoz.
- A vágási maróval az egyik probléma, hogy nagyobb felületet veszít el, mint más típusú vágásoknál, mivel a fúrószár vagy maró teljes átmérője elveszik.
- A CNC router megkönnyíti a 3D-s vágást.
Másrészt az is van néhány hasonlóság, mint például szerszámként használt marók, amelyek több tengellyel is megtalálhatóak, különböző anyagokhoz (hab, fa, műanyag,...) stb.
Szerszámtípusok CNC gépekhez

Forrás: Fictive
Vannak még különféle típusú CNC szerszámok amelyek a munkafejekre szerelhetők. Tőlük függ, hogy a CNC gép milyen megmunkálást tud végezni, valamint a mélységtől, a hatássugártól, a munkasebességtől stb. Néhány a legfontosabbak közül:


- Arc vagy héj eper: Elég elterjedt, nagy területről is jók az anyag eltávolítására. Például egy alkatrész kezdeti nagyolásánál.

- lapos végű maró: egy másik standard szerszám, amely különböző méretben (átmérőben) látható, és egy darab oldalának és tetejének megmunkálására, valamint vágásra is használható. Használható üregek fúrására is.

- Kerek végű maró: ez egy másik típusú, lekerekített hegyű, az előzőhöz hasonló, de enyhén lekerekített élű vágó bizonyos típusú gravírozásokhoz.

- golyós bur: A hegyén teljesen kerek, a kerek végéhez hasonló, de tökéletesebb formával. Ideális 3D-s kontúrozott felületekhez, és nem hagy éles sarkokat, például szögletes végeket.

- Fúró: Ugyanazok, mint a fúrók, szerszám fúráshoz, menetfúráshoz, precíziós beállításhoz stb. Ezek az ecsetek sokféle méretűek lehetnek.

- Hímek: ha ismeri a matricákat, egy darab külső felületén menetek készítéséhez a menetfúrók ugyanezt teszik, csak belül. Ez azt jelenti, hogy míg a matricák segítségével csavart lehet létrehozni, addig a menetfúrók anyákat hozhatnak létre.

- letörés maró: Hasonló a homlokmaróhoz, de általában rövidebb és valamivel élesebb (ferde hegyűek, a kívánt letöréstől függően 30º, 45º, 60º stb.). Ez a fajta maró a sarkokban letörések létrehozására szolgál. Süllyesztők megmunkálására is használható.

- fogazott penge: ez egy vágókorong formájú vágó, amellyel alámetszések vagy hornyok, akár a darabon átmenő T-alakú bevágások is készíthetők.

- Hosszanti fűrész: Hasonló az előzőhöz, de van benne különbség, hogy a tárcsa általában vékonyabb a mély hornyok vágásához vagy a darabok felosztásához. Általában nagyobb az átmérőjük is.

- dörzsár: ez egyfajta szerszám, amellyel a meglévő lyukakat szélesítik, hogy pontos átmérőt kapjanak. Ezenkívül jó felületet hagynak maguk után, és jobban tűrik, mint a fúrószárak.

- légyvágó: Ez egy olyan típusú maró, amelynek csak egy rúdra van szerelve egy vágókés. Ez a rúd mozgatható nagyobb vagy kisebb vágási átmérő létrehozásához.
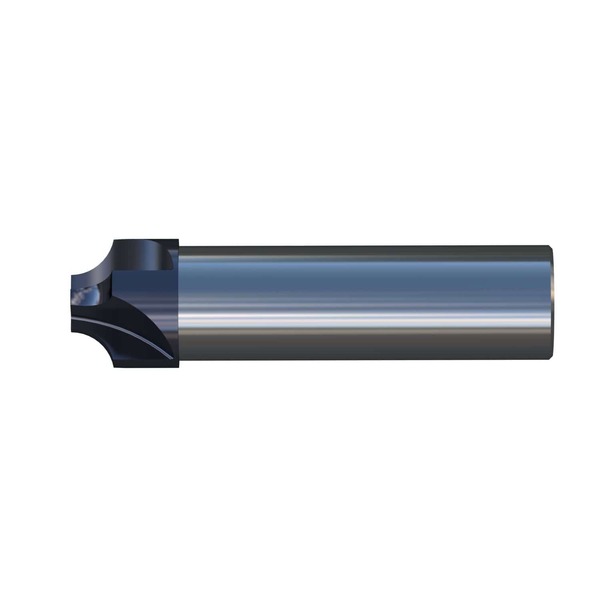
- Külső sugárvágó: egy másik speciális eszköz egy sugár hozzáadásához a külső élhez.

- gravírozó eszköz: Képet, szöveget vagy körvonalakat gravíroznak egy alkatrész felületére.

- süllyesztő szerszám: süllyesztéshez vagy letörésekhez használják.

- fecskefarkú vágó: kissé különleges formájú szerszám, amely alámetszést tud készíteni egy anyagban.
CNC vezérlési paraméterek
Végül az is fontos cismeri a megmunkálási paramétereket amelyek zavarják ezeknek a CNC gépeknek a vezérlését. Ha számításokat szeretne végezni, tudnia kell, hogy néhány online számológépen keresztül számos forrás segíthet Önnek, a mobileszközökhöz készült alkalmazásoktól a számítógépes szoftverekig. Néhány példa, amelyet a CNC-szerszámok megfelelő beállítására használhat:
- Alkalmazások Android és iOS mobileszközökhöz:
- Online web alapú számológépek:
- CNC szoftver PC-hez:
Fontos megmunkálási paraméterek
Tekintettel azokat a paramétereket, amelyeket tudnia kell a CNC gép vezérlése során:
| Paraméter | Meghatározás | egységek |
| n | A fordulatok száma, azaz a percenkénti fordulatok száma a megmunkálási folyamat során. Professzionális gépekben általában 6000 és 24000 RPM között van. Kiszámítása a következő képlettel történik:
n = (Vc 1000) / (π D) |
RPM |
| D | Vágási átmérő, vagyis a szerszám legnagyobb átmérője, amely a vágás pillanatában az alkatrészrel érintkezik. | mm |
| Vc | Vágási sebesség. Ez az a sebesség, amellyel a gép (eszterga, fúró, maró...) a forgácsot megmunkálás közben vágja (minél nagyobb Dnagyobb Vc). Kiszámítása a következő képlet segítségével történik:
vc = (π D n) / 1000 A szerszám gyártója által megadott maximális fordulatszámot nem szabad túllépni. Kívül:
Például az anyagtól függően ez lehet:
|
m/perc
(KI) |
| Fz | Fogankénti előtolás vagy forgácsterhelés (más néven cl vagy Chip load). Vagyis ez az anyag mennyisége vagy vastagsága, amelyet a szerszám egyes fogai, élei vagy ajkai kezdenek.
Az Fz kiszámításához használhatja a következő képletet: Fz = Vf / (z n) És ha ki szeretné számítani az előtolást fordulatonként: F = Fz z |
mm |
| Vf | Előremeneti sebesség. Ez a szerszám által az alkatrészen megtett hossz időegység alatt. A képlet a következő:
Vf = F n Az előtolást a következőkre kell szabályozni:
|
mm / min
(om/perc) |
| Z | A vágó vagy szerszám fogainak száma. | - |
| ap |
Vágásmélység, axiális mélység vagy fogásmélység (wc-ként is megjelenhet). Arra a mélységre vonatkozik, amelyet a szerszám minden egyes lépéssel elér. A kisebb mélység több áthaladást kényszerít ki.
Ez függ a maximális vágásmagasságtól (LC vagy I), a maró átmérőjétől (S vagy D). És szabályozható, például a fogásmélység megkétszerezéséhez 25%-kal kell csökkenteni a forgácsterhelést. |
mm |
| ae | Vágási szélesség vagy radiális vágási mélység. Hasonló a fentihez. | mm |
Ezek a Valores amelyeket a CNC gép gyártói kézikönyvéből, szoftveréből vagy számológépeiből beszerezhet a paraméterek beállításához a megmunkálás típusához (a modell korlátaihoz és a műszaki jellemzőkhöz), magának a szerszámnak az anyagához (eltörhetnek , hajlítás , túlmelegedés,... ha nem megfelelőek), és a felhasznált anyag (rossz megmunkálást, alkatrészhibákat okozhat,...). Mindezek a paraméterek szintén benne vannak a G-kódban, például az S parancsok az RPM módosítására, a haladási sebesség a G-Code F parancsokkal stb.
Gyártói információk
A CNC gépgyártók adnak adatokat a forgácsolási sebességről, forgácsterhelésről stb., általában minden a géphez mellékelt kézikönyvben található, a kézikönyv digitális változatában, amit a CNC. gép márkájának hivatalos honlapján találhat meg. , vagy is az adatlapjait. Győződjön meg arról, hogy az adott modellre vonatkozik, mivel modellenként változhat, annak ellenére, hogy ugyanabból a gépből származik.
Ezekből az adatokból lehetséges számításokat manuálisan, a fenti táblázatban található képletekkel, vagy online számológépek, alkalmazások vagy szoftverek használatával. Ha nem rendelkezik a gyártó adataival, akkor több lehetősége van:
- Használja a tapasztalatot, és mindig konzervatívabb paraméterértékekkel kezdje, hogy ne erőltesse. Vagyis egyfajta próbálkozás és hiba. A céhben ezt szokták hallgatni és mérni módszernek, vagyis annak ellenőrzését, hogy a gép megfelelően végzi-e a munkát a vágás és simítás terén, és a paraméterek beállításával a szükséges korrekciókat elvégezzük.
- Használja egy másik gyártó kézikönyvét vagy értéktáblázatát, amely hasonló tulajdonságokkal rendelkezik (D, fogak száma, anyag stb.).
további információk
- CNC gépek: útmutató a numerikus vezérléshez
- A CNC gép működése és alkalmazásai
- Prototípuskészítés és CNC tervezés
- CNC eszterga típusok és jellemzők
- A CNC marógépek típusai
- A CNC router típusai és CNC vágás
- A lézergravírozás típusai
- Egyéb CNC gépek: fúrás, Pick & Place, hegesztés és így tovább
- Hogyan segíthet egy CNC gép a cégben
- Vásárlási útmutató: Hogyan válasszuk ki a legjobb CNC gépet
- CNC gépek karbantartása
- Végleges útmutató a plotterekhez: mi a plotter és mire való
- A legjobb CNC gépek szabadidős és professzionális használatra
- A legjobb nyomtatási plotterek
- A legjobb vágó plotterek
- A legjobb fogyóeszközök fazekasok számára: patronok, papír, vinil és pótalkatrészek