
भविष्यातील लेख तपशीलवार असतील सीएनसी मशीनचे प्रकार जे त्यांच्या कार्यानुसार अस्तित्वात आहेत, जसे की लेथ, मिलिंग मशीन, राउटर किंवा कटिंग, खोदकाम, ड्रिलिंग इ. तथापि, या लेखात आम्ही ते ज्या सामग्रीसह कार्य करू शकतात त्यानुसार प्रकार जाणून घेण्यावर लक्ष केंद्रित करू आणि त्यांच्याकडे असलेल्या हालचालींच्या स्वातंत्र्यानुसार, म्हणजेच अक्षांच्या अनुसार. इतर प्रकारच्या मशीन्स त्यांच्या कार्यानुसार ऑफर करतील त्या वापर आणि शक्यता जाणून घेण्यासाठी हे आवश्यक आहे.
सीएनसी मशीनचे प्रकार

मी नमूद केल्याप्रमाणे, या संघांचे अनेक घटकांनुसार वर्गीकरण केले जाऊ शकते. आम्ही भविष्यातील लेखांसाठी त्यांच्या कार्यांनुसार प्रकारांचे विश्लेषण सोडू, कारण विशेषत: प्रत्येक प्रकारासाठी सखोलपणे समर्पित प्रकाशन असेल. येथे आपण कॅटलॉगिंगच्या दोन पद्धतींवर लक्ष केंद्रित करणार आहोत CNC मशीनचे प्रकार जे त्यांच्या कार्यानुसार सर्व प्रकारांसाठी सामान्य आहेत.
साहित्य त्यानुसार
साहित्य त्यानुसार सीएनसी मशीन वापरू शकते ते अनेक गटांमध्ये वर्गीकृत केले जाऊ शकते. परंतु हे लक्षात घेतले पाहिजे की धातूंचे यांत्रिक गुणधर्म खूप वैविध्यपूर्ण असू शकतात आणि सर्व प्रकारच्या मशीनिंगला किंवा त्याच प्रकारे परवानगी देत नाहीत.
धातूसाठी सीएनसी मशीन
La धातूसाठी सीएनसी मशीन ही अशी आहे ज्याची साधने या प्रकारच्या सामग्रीसह आणि त्यांच्या मिश्र धातुसह कार्य करू शकतात. मशीन किती धातूच्या सामग्रीसह काम करू शकते हे मॉडेल आणि ते हाताळू शकणार्या साधनांवर अवलंबून असेल. परंतु ते सामान्यतः त्यांच्या यांत्रिक गुणधर्मांमुळे सर्व प्रकारचे भाग तयार करण्यासाठी मोठ्या प्रमाणावर वापरले जाणारे साहित्य आहेत. सीएनसी मशीनिंगसाठी योग्य असलेल्या धातू आणि धातूंच्या मिश्रधातूंमध्ये विशिष्ट यांत्रिक गुणधर्म असणे आवश्यक आहे ज्यात सामर्थ्य, लवचिकता, कडकपणा इ.
entre सर्वात लोकप्रिय धातू सीएनसी दिसण्यासाठी:
- अल्युमिनियम: सीएनसी मशिनिंगसाठी ते बऱ्यापैकी फायदेशीर धातू आहे. हे हलके, मशिनसाठी सोपे, मजबूत आहे आणि खिडक्या, दरवाजे, वाहन संरचना, हीट सिंक इत्यादींपासून ते विविध प्रकारच्या ऍप्लिकेशन्समध्ये वापरले जाऊ शकते. अॅल्युमिनियमच्या सर्वाधिक वापरल्या जाणार्या प्रकारांपैकी हे आहेत:
- अल्युमिनियम 6061: रसायने आणि खारट पाण्याला फारसा नसला तरी हवामानाच्या परिस्थितीला चांगला प्रतिकार. कोटिंग्ज, दरवाजे, खिडक्या इत्यादींसाठी मोठ्या प्रमाणावर वापरले जाते.
- अल्युमिनियम 7075: अतिशय लवचिक, प्रतिरोधक आणि थकवा प्रतिरोधक, म्हणूनच बहुतेकदा वाहने आणि एरोस्पेस उद्योगासाठी वापरले जाते, जरी ते मशीनसाठी अधिक क्लिष्ट आहे (असे जटिल भाग तयार करणे सोपे नाही).
- Acero inoxidable: हे मशिनसाठी कमी सोपे आहे, परंतु ते विलक्षण वैशिष्ट्ये जसे की त्याची कमी किंमत, त्याचा प्रतिकार आणि वापरांची अमर्यादता एकत्र करते. आपल्या आजूबाजूला नजर टाकली तर आपल्या आजूबाजूला स्टीलचे तुकडे नक्कीच आहेत. CNC मध्ये, सर्वात सामान्य प्रकार आहेत:
- 304: हे अतिशय सामान्य आहे, आणि विद्युत उपकरणांच्या आच्छादन आणि संरचनेपासून, स्वयंपाकघरातील भांडी, पाईप्स इत्यादींद्वारे अनेक घरगुती अनुप्रयोगांमध्ये वापरले जाऊ शकते. यात चांगली वेल्डेबिलिटी आणि फॉर्मेबिलिटी आहे.
- 303: गंज, कडकपणा आणि टिकाऊपणाला प्रतिकार करण्याच्या गुणधर्मांमुळे, हे सल्फर-ट्रीट केलेले स्टील एक्सल, गीअर्स, सर्व प्रकारचे वाहन उपकरणे इत्यादी तयार करण्यासाठी वापरले जाते.
- 316: हे आश्चर्यकारकपणे मजबूत आणि गंज-प्रतिरोधक स्टील आहे, म्हणून ते काही वैद्यकीय रोपणांसाठी, एरोस्पेस उद्योग इत्यादींसाठी उपयुक्त आहे.
- एसेरो: हे लोह-कार्बन मिश्र धातु अत्यंत स्वस्त आहे, स्टेनलेस स्टीलपेक्षाही अधिक. हे समान गंज प्रतिकार देत नाही, परंतु इतर बाबतीत समान गुणधर्म आहेत. सीएनसी मशीनिंगसाठी सर्वात जास्त वापरल्या जाणार्या प्रकारांपैकी हे आहेत:
- 4140 स्टील: कमी कार्बन सामग्री असलेले स्टील, परंतु मॅंगनीज, क्रोमियम आणि मोलिब्डेनमसह मिश्रित. हे थकवा, कणखरपणा आणि प्रभावाच्या प्रतिकारासाठी उच्च प्रतिकारासाठी वेगळे आहे. या कारणास्तव, बांधकाम क्षेत्रासारख्या अनेक औद्योगिक अनुप्रयोगांसाठी ते अतिशय आकर्षक आहे.
- टायटॅनियम: हा एक अतिशय महाग धातू आहे, परंतु त्याचे उत्कृष्ट गुणधर्म आहेत, जसे की त्याची कमी थर्मल चालकता, त्याची उच्च प्रतिकारशक्ती आणि त्याची हलकीपणा, जरी ती मागील धातूंइतकी सहज मशीनिंग करू देत नाही. उदाहरणार्थ:
- Ti6AI4V ग्रेड 5: या मिश्रधातूमध्ये उत्कृष्ट ताकद-ते-वजन गुणोत्तर आहे, रसायने आणि तापमानाला चांगला प्रतिकार आहे. म्हणूनच ते अत्यंत परिस्थितीच्या संपर्कात असलेल्या अनुप्रयोगांसाठी, वैद्यकीय रोपणांसाठी, एरोस्पेस क्षेत्रातील आणि उच्च श्रेणीतील किंवा मोटरस्पोर्ट वाहनांमध्ये वापरले जाते.
- लॅटन: हे तांबे आणि जस्त मिश्रधातू सर्वात स्वस्त धातूंपैकी एक नसले तरीही अतिशय सोपी मशीनिंगसाठी परवानगी देते. यात मध्यम कडकपणा आणि उच्च तन्य शक्ती आहे, ज्यामुळे ते इलेक्ट्रिकल, वैद्यकीय आणि ऑटोमोटिव्ह अनुप्रयोगांसाठी चांगले बनते.
- तांबे: हा एक धातू आहे जो उत्कृष्ट मशीनिंगला परवानगी देतो, परंतु त्याची किंमत जास्त आहे. त्याचे गुणधर्म इलेक्ट्रिकल, इलेक्ट्रॉनिक आणि थर्मल उद्योगांसाठी ते विलक्षण बनवतात, कारण ते एक उत्कृष्ट विद्युत आणि थर्मल कंडक्टर आहे. उदाहरणार्थ, अॅल्युमिनियमच्या बाबतीत जसे होते तसे विद्युत प्रवाहकीय भाग किंवा उष्णता सिंक बनवता येतात.
- मॅग्नेसियो: हे त्याच्या यांत्रिक गुणधर्मांमुळे यंत्रासाठी सर्वात सोपा धातूंपैकी एक आहे. यात उच्च थर्मल चालकता देखील आहे, आणि ते हलके (अॅल्युमिनियमपेक्षा 35% हलके) आहे, ज्यामुळे ते ऑटोमोटिव्ह आणि एरोस्पेस भागांसाठी उत्कृष्ट बनते. सर्वात मोठा दोष म्हणजे तो ज्वलनशील धातू आहे, त्यामुळे धूळ, चिप्स इत्यादी प्रज्वलित होऊ शकतात आणि आग लावू शकतात. मॅग्नेशियम पाण्याखाली जाळले जाऊ शकते, CO2 आणि नायट्रोजन. CNC साठी वापरलेले उदाहरण आहे:
- AZ31: मशीनिंग आणि एरोस्पेस ग्रेडसाठी उत्कृष्ट.
- इतर: अर्थात, इतर अनेक शुद्ध धातू आणि मिश्र धातु आहेत ज्यांना सीएनसी मशीन केले जाऊ शकते, जरी ते सर्वात लोकप्रिय आहेत.
या धातूच्या भागांच्या CAD डिझाइन प्रक्रियेदरम्यान, या धातूंची वैशिष्ट्ये विचारात घेणे आवश्यक आहे. याशिवाय, सीएनसी मशिनमध्ये ते काम करण्यासाठी योग्य साधने आणि आवश्यक शक्ती असणे आवश्यक आहे. दुसरीकडे, सीएनसीद्वारे धातूचे मशीनिंग करताना काही घटक विचारात घेतले पाहिजेत: अभिप्रेत वापर/आवश्यक गुणधर्म आणि एकूण किंमत (साहित्य खर्च + मशीनिंग खर्च). दुसरीकडे, बर्याच सीएनसी मशीन्सचे उद्दिष्ट हे आहे की कमीत कमी खर्चात आणि कमीत कमी वेळेत मोठ्या प्रमाणात भाग तयार करणे. मेटल मशीनसाठी जितके सोपे असेल तितके कमी वेळ आणि खर्च लागेल, जरी हे भागाच्या जटिलतेवर देखील अवलंबून असेल.
शेवटी, मी जोर देऊ इच्छितो की ते देखील महत्त्वाचे आहे फिनिशिंग आणि पोस्ट-प्रोसेसिंग जे सीएनसी मशीनिंगनंतर धातूंना दिले जाऊ शकते. उदाहरणार्थ, काही भागांना CNC टूल्सद्वारे उत्पादित केलेल्या खुणा काढून टाकण्यासाठी पॉलिशिंगची आवश्यकता असेल, कापल्यानंतर बर्र काढा, पृष्ठभागावरील उपचार (गॅल्वनाइज्ड, पेंट केलेले,...) गंज टाळण्यासाठी किंवा सौंदर्याच्या कारणांसाठी इ.
लाकडासाठी सीएनसी मशीन
आहे एक भरपूर लाकूड पार्टिकल बोर्ड, MDF, प्लायवूड इ.सह बाजारात उपलब्ध आहे. लाकूड, सर्वसाधारणपणे, अगदी सोप्या मशीनिंगला परवानगी देते, म्हणून ते दळणे, कापण्यासाठी आणि वळण्यासाठी मोठ्या प्रमाणावर वापरले जाते. याव्यतिरिक्त, ही एक तुलनेने स्वस्त आणि मुबलक सामग्री आहे. दुसरीकडे, हे सहसा काही निर्माते आणि DIY उत्साही लोकांद्वारे वापरल्या जाणार्या घरगुती CNC मशीनसाठी देखील सर्वात जास्त वापरल्या जाणार्या साहित्यांपैकी एक आहे.
काही लाकडाची उदाहरणे CNC सह काम करण्यासाठी खालील गोष्टी आहेत:
- कठोर लाकूड: ते सामान्यतः उत्कृष्ट टिकाऊपणा आणि गुणवत्तेसह विदेशी लाकूड असतात. ते महाग आहेत, परंतु त्यांचे घट्ट धान्य त्यांना बर्याच अनुप्रयोगांसाठी खूप प्रतिरोधक बनवते. हे काम करण्यासाठी त्यांना अधिक कठोर आणि कठोर साधनांची आवश्यकता आहे आणि जास्त वेळ लागू शकतो. तथापि, जटिल कोरीव काम किंवा गुंतागुंतीच्या आकारांच्या बाबतीत ते मऊ पेक्षा चांगले असू शकतात. काही सामान्य उदाहरणे आहेत:
- फ्रेज़्नो: कडकपणा आणि कडकपणा यासारख्या उत्कृष्ट यांत्रिक गुणधर्मांसह हलक्या रंगाचे, जड लाकूड. खुर्च्या, टेबल, हॉकी स्टिक, बेसबॉल बॅट्स, टेनिस रॅकेट इत्यादींसाठी वापरता येते.
- होय: प्रतिकाराच्या बाबतीत मागील प्रमाणेच, परंतु ते अधिक लवचिक आहे. म्हणून, आपण स्प्लिंटरिंगशिवाय वक्र आकारांसह फर्निचरचे तुकडे तयार करू शकता. गंधहीन असल्याने, ते चमचे, प्लेट्स, ग्लासेस, कटिंग बोर्ड इत्यादींसाठी देखील वापरले जाऊ शकते. अर्थात, कोरीव काम करण्यासाठी या लाकडाची शिफारस केलेली नाही.
- बर्च झाडापासून तयार केलेले: ते ओक किंवा अक्रोड सारखे खूप कठीण आहे. त्याचा रंग स्पष्ट आहे, तो सहजपणे डेंट करत नाही, त्याची ताकद चांगली आहे आणि ते स्क्रू चांगले धरते. म्हणून, ते फर्निचर संरचनांच्या मजबुतीकरणासाठी वापरले जाऊ शकते.
- चेरी: त्याचा रंग हलका लालसर तपकिरी आहे, चांगली ताकद आहे, सहज विकृत नाही, कोरण्यास सोपा आणि कठीण आहे. म्हणून, ते कोरीव दागिने, फर्निचर, वाद्ये इत्यादींसाठी वापरले जाऊ शकते. परंतु ब्लंट टूल्ससह काम करताना काळजी घेणे आवश्यक आहे, कारण ते घर्षणामुळे बर्न मार्क्स निर्माण करू शकतात.
- ओल्मो: हलका ते मध्यम लालसर तपकिरी, उच्च कडकपणा आणि बोर्ड, फर्निचर, सजावटीचे फलक, हॉकी बॅट आणि स्टिक्स इत्यादी कापण्यासाठी उत्तम. अर्थात, कमी शक्तीचे स्पिंडल त्याच्या तंतूंनी कापण्यासाठी वापरल्यास त्याचे नुकसान होऊ शकते.
- महोगनी: खोल लाल-तपकिरी रंगाची छटा असलेले हे त्याचे स्वरूप आणि घनतेसाठी खूप लोकप्रिय आहे. हे पाण्याच्या नुकसानास अत्यंत प्रतिरोधक आहे आणि बोटी, चाळी, फर्निचर, वाद्य, फरशी (पर्केट) इत्यादी बांधण्यासाठी योग्य आहे.
- मॅपल: हे सर्वात कठीण आणि टिकाऊ आहे आणि मशीनिंगनंतर जास्त उपचारांची आवश्यकता नाही. डेस्क, कामाचे टेबल, मजले, बुचर कटिंग बोर्ड आणि इतर उपकरणांसाठी आदर्श ज्यांना "उग्र उपचार" सहन करणे आवश्यक आहे.
- ओक: लाकूड तुटण्यास प्रतिरोधक, आर्द्रता आणि हवामानास प्रतिरोधक आणि जड, तसेच सौंदर्याच्या दृष्टिकोनातून मनोरंजक. म्हणूनच ते घराबाहेरील फर्निचर, जहाज बांधणी इत्यादींसाठी वापरले जाऊ शकते. त्याच्या क्रॉस-ग्रेन वैशिष्ट्यांमुळे, आपण त्याच्या कटसाठी उथळ पास बनवू इच्छित असाल आणि कार्बाइड-टिप्ड कटरचा अधिक चांगला वापर करा.
- नोगल: हे एक महाग लाकूड आहे, मजबूत तपकिरी रंगाचे. परंतु ते शॉक प्रतिरोधक आहे, ते कठीण आहे, मशीनिंग दरम्यान ते सहजपणे जळत नाही, जरी तुटणे टाळण्यासाठी कट्ससाठी उथळ पास केले पाहिजेत. या सामग्रीचे अर्ज बंदुकीच्या साठ्यापासून, शिल्पे आणि रिलीफ कोरीव कामापर्यंत, वळणा-या वाट्या, फर्निचर आणि वाद्य यंत्रांद्वारे असू शकतात.
- मऊ वूड्स: नवशिक्यांसाठी किंवा खूप शक्तिशाली नसलेल्या CNC मशीनच्या प्रकारांसाठी ते एक चांगला पर्याय आहेत. याव्यतिरिक्त, स्वस्त आणि शोधणे सोपे असल्याने, कमी किमतीच्या सुतारकामासाठी त्यांची शिफारस केली जाऊ शकते. त्यांच्याकडे आणखी एक सकारात्मक पैलू आहे, आणि ते म्हणजे ते टूल्सवर जास्त परिधान करत नाहीत. तथापि, त्यांच्याकडे कठोर गुणधर्मांसारखे गुणधर्म नाहीत. काही सामान्य उदाहरणे आहेत:
- सिडर: यात एक आनंददायी सुगंध आहे, आणि खूप छान लालसर-तपकिरी टोन आहे, ज्या गाठी मिळणे कठीण होऊ शकते. हे हवामान प्रतिरोधक आहे, त्यामुळे तुम्ही बाहेरचे फर्निचर, बोटी, कुंपण, पोस्ट इत्यादी बनवू शकाल. हार्ड सारख्या मंद मशीनिंग वेगाने सहज जळत नाही.
- सायप्रेस: यात विघटन होण्यास चांगला प्रतिकार आहे, ते मऊ आहे, काम करणे सोपे आहे, जरी त्यात गाठी आहेत ज्यामुळे मोठ्या ब्लॉक्ससह काम करणे कठीण होऊ शकते. हे कॅबिनेट, फर्निचर, खिडक्या, ट्रिम आणि पॅनेलिंगसाठी वापरले जाऊ शकते.
- Abeto: लाकूड काम करण्यास सोपे, सातत्यपूर्ण नमुना, मऊ आणि टिकाऊ. हार्डवुड्समध्ये नसतानाही, ते मजल्यांसाठी देखील वापरले जाऊ शकते.
- पिनो: हे फिकट रंगाचे आणि वजनाने हलके असलेले स्वस्त लाकूड आहे. त्याचा आकार चांगला ठेवतो आणि जास्त संकुचित होत नाही. कोरीव काम करणे कठीण करणे पुरेसे कठीण आहे. चिपिंग टाळण्यासाठी कटची लांबी कमी केली पाहिजे आणि नुकसान टाळण्यासाठी वेगवान स्पिंडलचा वेग वापरला पाहिजे.
- सेकोया: लाल रंगाचे लाकूड, क्षय आणि सूर्यप्रकाशास अत्यंत प्रतिरोधक. हे मशीन करणे सोपे आहे आणि परिणाम खूप गुळगुळीत आहे. कोरीव काम करण्यासाठी, गुंतागुंतीचे तपशील तयार करण्यासाठी किंवा घराबाहेरील वस्तूंसाठी हा एक चांगला पर्याय असू शकतो. अर्थात, चीप आणि फाटणे टाळण्यासाठी खूप तीक्ष्ण साधने वापरली पाहिजेत.
- Abeto: हे सॉफ्टवुड्सच्या स्पेक्ट्रममधील सर्वात कठीण आहे. हे हलके आहे, परंतु क्षय होण्यास संवेदनाक्षम आहे. हे काम करणे सोपे आहे आणि ते परवडणारे आहे. हे पटल, वाद्य, फर्निचर इत्यादी म्हणून चांगले असू शकते.
- MDF: हे परिवर्णी शब्द मध्यम-घनता फायबरबोर्ड, फर्निचर, दरवाजे इत्यादींसाठी वापरल्या जाणार्या इंजिनीयर्ड (मानवनिर्मित) लाकडाचा संदर्भ देते. हे खूप स्वस्त आहे कारण ते कठोर आणि मऊ लाकडाच्या कचऱ्यापासून मेण आणि रेजिन एकत्र केले जाते. हे प्लायवूडपेक्षा घनदाट आहे आणि सहजतेने चिपकल्याशिवाय किंवा तोडल्याशिवाय सहजतेने काम करते (फीड आणि स्पिंडलचा वेग पुरेसा असला पाहिजे, कारण ते बर्यापैकी लवकर गरम होतात आणि जळू शकतात) आणि एक गुळगुळीत फिनिश असेल. तथापि, त्यास एका दिशेने दुसर्यापेक्षा चांगला प्रतिकार असू शकतो, जे मजबूत असले पाहिजे अशा भागांसाठी किंवा संरचनांसाठी सकारात्मक नाही. आणखी एक महत्त्वाचा तपशील म्हणजे सौंदर्यशास्त्र, कारण ते नैसर्गिक लाकडाचे धान्य देत नाही, म्हणून त्यासाठी पेंटिंग किंवा सजावटीच्या पत्रके वापरणे आवश्यक आहे. सावधगिरी म्हणून, MDF सह प्रक्रियेदरम्यान श्वासात घेतलेले सूक्ष्म कण आरोग्यासाठी हानिकारक आहेत, कारण ते फक्त लाकूड नाही. मुखवटा घाला.
- प्लायवुड: हे लाकडाच्या अनेक पातळ पत्र्यांपासून बनवले जाते जे एकत्र चिकटलेले असतात. त्याचे वजन इतर घन लाकडांपेक्षा कमी आहे आणि ते लटकलेल्या कॅबिनेटसाठी आणि इतर कमी किमतीच्या, कमी किमतीच्या गोष्टींसाठी योग्य असू शकते. कोणत्याही प्रकारच्या सीएनसी मशिनसह ते काम करताना तुम्हाला सावधगिरी बाळगावी लागेल, कारण ती चिप बनते
आपण देखील पाहिजे इतर पैलूंचा विचार करा आपल्या प्रकल्पासाठी योग्य लाकूड निवडताना महत्वाचे:
- धान्य आकार: बारीक धान्य मऊ लाकूड, भरड धान्य हार्डवुड्सचे आहे. बारीक दाणे मिलणे सोपे आहे, परंतु भरड दाणे जास्त गुळगुळीत आणि चांगले फिनिश देते.
- आर्द्रतेचा अंश: लाकडाचा फ्लेक्स आणि टिकाऊपणा, तसेच कोरीव काम करताना फिनिशिंग आणि फीड दरांमध्ये हस्तक्षेप करते. कोरीव काम करण्यासाठी आदर्श लाकूड 6-8% आर्द्रता आहे. आर्द्रता प्रक्रियेदरम्यान उपकरणाचे तापमान देखील निर्धारित करेल आणि प्रत्येक 1% आर्द्रतेसाठी तापमान सुमारे 21ºC ने वाढेल. तसेच, कमी आर्द्रतेमुळे पृष्ठभाग जास्त प्रमाणात फाटू शकतो आणि जास्त आर्द्रता अधिक अस्पष्ट पृष्ठभागास कारणीभूत ठरू शकते.
- गाठी: ही अशी क्षेत्रे आहेत जिथे फांद्या खोडात सामील होतात आणि त्यांच्यात सहसा वेगवेगळ्या दिशांना तंतू असतात आणि ते कडक आणि गडद असतात. CNC मशिनसोबत काम करताना, कडकपणातील अचानक बदलामुळे शॉक लोडिंग होऊ शकते, म्हणून तुम्ही योग्य पॅरामीटर्स वापरावेत किंवा या गाठी टाळण्यासाठी दिशानिर्देश वापरावेत.
- आगाऊ दर: हा फीडरेट आहे ज्यावर साधन भागाच्या पृष्ठभागावरून जाते. जर ते खूप कमी असेल तर ते लाकडाच्या पृष्ठभागावर जळू शकते आणि जर ते खूप जास्त असेल तर ते स्प्लिंटर्स होऊ शकते. बर्याच मशिन मॉडेल्समध्ये सामान्यत: एकाधिक सामग्रीसह कार्य करण्यासाठी भिन्न सेटिंग्ज असतात, इतरांना तुम्हाला ते व्यक्तिचलितपणे समायोजित करण्याची आवश्यकता असेल.
- साधनेटीप: लाकडासाठी योग्य मशीनिंग गती प्राप्त करण्यासाठी किमान 1 ते 1.5 hp (0.75 ते 1.11 kW) रेट केलेल्या स्पिंडल्ससह CNC मशीन निवडण्याव्यतिरिक्त, वापरलेले साधन (आणि वाळलेल्या किंवा निस्तेज झाल्यावर बदलणे) देखील महत्त्वाचे आहे:
- वाढत्या कट: ते वरच्या दिशेने चिप्स काढून टाकतात आणि वर्कपीसच्या वरच्या काठाला फाडू शकतात.
- खाली कट: ते कापलेल्या लाकडाला खाली ढकलतात, वरची गुळगुळीत किनार देतात, परंतु खालच्या काठावर फाटणे होऊ शकते.
- सरळ कट: ते कटिंग पृष्ठभागाच्या कोनात नसतात, म्हणून ते मागील दोन दरम्यान संतुलन देतात. त्याउलट, त्यांच्याकडे असे आहे की सामग्री काढून टाकण्याचा वेग तितका वेगवान नाही आणि ते अधिक तापू शकतात.
- संकुचन: हे एक प्रकारचे साधन आहे ज्याची लांबी काही मिलिमीटर आहे आणि ते कटची खोली नियंत्रित करून वर किंवा खाली कट करू शकते. हे गुळगुळीत वरच्या आणि खालच्या कडा पूर्ण करण्यास अनुमती देते.
इतर साहित्य
अर्थात, अशी सीएनसी मशीन्स आहेत जी टूल्सची अदलाबदल करून अनेक सामग्रीसह कार्य करू शकतात. तसेच सीएनसी मशीनचे इतर प्रकार लाकूड आणि धातूच्या पलीकडे. सीएनसीसाठी योग्य सामग्रीची इतर काही उदाहरणे आहेत:
- नायलॉन: एक कमी-घर्षण थर्माप्लास्टिक पॉलिमर जो काही प्रकरणांमध्ये धातूला पर्याय म्हणून वापरला जाऊ शकतो. ही एक कठोर, मजबूत, प्रभाव प्रतिरोधक सामग्री आहे ज्यामध्ये चांगला रासायनिक प्रतिकार आहे आणि आश्चर्यकारकपणे लवचिक आहे. हे टाक्या, इलेक्ट्रॉनिक भाग, गीअर्स इत्यादींसाठी वापरले जाऊ शकते.
- फोम: अशी सामग्री ज्यामध्ये भिन्न कडकपणाची मूल्ये असू शकतात आणि ती खूप हलकी आणि टिकाऊ आहे.
- इतर प्लास्टिक: जसे की POM, PMMA, ऍक्रेलिक, ABS, पॉली कार्बोनेट किंवा PC, आणि पॉलीप्रॉपिलीन किंवा PP, पॉलीयुरेथेन, PVC, रबर, विनाइल, रबर…
- सिरेमिक आणि काच: अल्युमिना, SiO2, टेम्पर्ड ग्लास, क्ले, फेल्डस्पार, पोर्सिलेन, स्टोनवेअर इ.
- तंतू: फायबरग्लास, कार्बन फायबर...
- बहु-साहित्य: ACM किंवा सँडविच पॅनेल.
- कागद आणि पेपरबोर्ड
- संगमरवरी, ग्रॅनाइट, दगड, सिलिकॉन...
- लेदर आणि इतर फॅब्रिक्स
त्यांच्या अक्षांनुसार
सीएनसी मशीनचे प्रकार त्यांच्या अक्षानुसार किती अंशांची संख्या निश्चित करतात चळवळीचे स्वातंत्र्य आणि तुकड्यांची जटिलता ते काम करू शकते सर्वात प्रमुख आहेत:
3-अक्ष सीएनसी मशीन
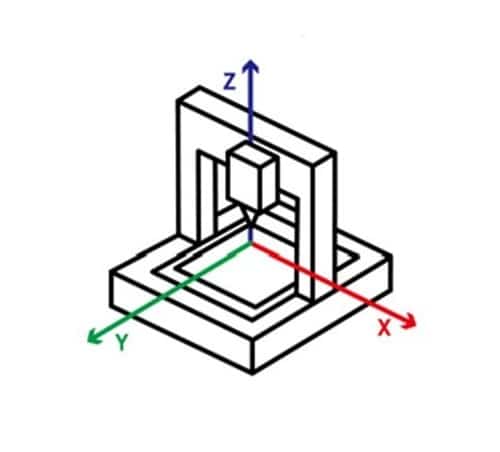
मशीनिंग 3 अक्ष, किंवा 3-अक्ष CNC मशीन, कार्य साधनाला तीन आयामांमध्ये किंवा दिशानिर्देशांमध्ये कार्य करण्यास अनुमती देते X, Y आणि Z. 2D, 2.5D आणि 3D भूमिती मशीनिंगसाठी या प्रकारच्या मशीनचा वापर केला जातो. बर्याच स्वस्त सीएनसी मशीनमध्ये हे अक्ष कॉन्फिगरेशन असते आणि अनेक औद्योगिक मशीन देखील असतात, कारण ते सर्वात सामान्य कॉन्फिगरेशनपैकी एक आहे.
- X आणि Y अक्ष: हे दोन अक्ष भाग आडवे काम करतील.
- Z अक्ष: टूलला स्वातंत्र्याच्या अनुलंब अंशांची अनुमती देते.
3-अक्ष सीएनसी मशीनिंग ही रोटरी टर्निंगमधून उत्क्रांती होती. द भाग स्थिर स्थान व्यापेल कटिंग टूल या तीन अक्षांसह फिरत असताना. गुंतागुंतीच्या तपशील किंवा खोलीशिवाय भागांसाठी आदर्श.
4-अक्ष सीएनसी मशीन
सीएनसी मशीन्स 4 अक्ष ते मागील प्रमाणेच आहेत, परंतु तुकड्याच्या रोटेशनसाठी अतिरिक्त अक्ष जोडला आहे. चौथ्या अक्षाला अक्ष A म्हणतात आणि मशीन जेव्हा मटेरियल काम करत नसेल तेव्हा तो फिरेल. एकदा का भाग योग्य स्थितीत आला की, त्या अक्षावर एक ब्रेक लावला जातो आणि XYZ अक्ष त्या भागाला मशीन करत राहतात. अशी काही मशीन्स आहेत जी XYZA ला एकाच वेळी हलवण्याची परवानगी देतात आणि त्यांना सतत मशीनिंग CNC मशीन म्हणून ओळखले जाते.
या प्रकारची सीएनसी मशीन मागील मशीनपेक्षा जास्त तपशील तयार करू शकतात आणि योग्य असू शकतात पोकळी, कमानी, सिलेंडर इ. असलेले भाग.. या प्रकारच्या मशीन्समध्ये सामान्यत: दोन समस्या असतात, जसे की वर्म गियरचा वापर तीव्रतेने केला असल्यास, आणि शाफ्टमध्ये खेळ होऊ शकतो ज्यामुळे कंपनांमुळे मशीनच्या अचूकतेवर किंवा विश्वासार्हतेवर परिणाम होऊ शकतो.
5-अक्ष सीएनसी मशीन
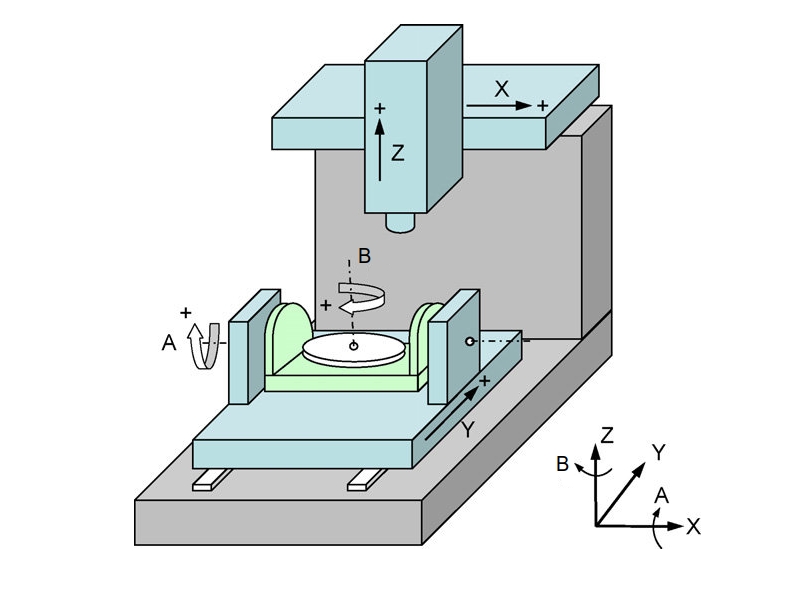
एक सीएनसी मशीन 5 अक्ष हे 5 अंश स्वातंत्र्य किंवा भिन्न दिशानिर्देश असलेल्या साधनावर आधारित आहे. X, Y, आणि Z व्यतिरिक्त, तुम्हाला चार अक्षांप्रमाणे A अक्षासह रोटेशन जोडावे लागेल आणि B अक्ष नावाचा आणखी एक अतिरिक्त अक्ष जोडावा लागेल. हे सुनिश्चित करते की साधने सर्व दिशांनी एकाच भागाकडे जाऊ शकतात. ऑपरेशन, ऑपरेशन दरम्यान भाग व्यक्तिचलितपणे पुन्हा-स्थितीशिवाय. द a आणि b अक्ष वर्कपीसला XYZ मध्ये हलवणाऱ्या टूलच्या जवळ आणण्याचा त्यांचा हेतू असेल.
XNUMX व्या शतकात या प्रकारच्या मशीन्सची परवानगी दिली गेली जटिलता आणि उच्च परिशुद्धता. ते बर्याचदा वैद्यकीय अनुप्रयोग, संशोधन आणि विकास, आर्किटेक्चर, लष्करी उद्योग, ऑटोमोटिव्ह क्षेत्र इत्यादींमध्ये मोठ्या प्रमाणावर वापरले जातात. सर्वात मोठा दोष असा आहे की CAD/CAM डिझाइन क्लिष्ट असू शकते, तसेच त्या बर्याचदा महागड्या मशीन असतात आणि त्यांना अत्यंत कुशल ऑपरेटर आवश्यक असतात.
इतर (12 अक्षांपर्यंत)

स्रोत: www.engineering.com
3, 4 आणि 5 अक्ष व्यतिरिक्त, सीएनसी मशीनचे प्रकार आहेत अधिक अक्ष, अगदी 12 पर्यंत. या अधिक प्रगत आणि महाग मशीन आहेत, जरी सामान्य नसल्या तरी. काही उदाहरणे अशी:
- 7 अक्ष: आपल्याला बर्याच तपशीलांसह लांब, पातळ भाग तयार करण्यास अनुमती देते. या प्रकारच्या CNC मशीनमध्ये उजवीकडे-डावीकडे, वर-खाली, बॅक-फॉरवर्ड मोशन, टूल रोटेशन, वर्कपीस रोटेशन, टूल हेड रोटेशन आणि वर्क क्लॅम्प मोशनसाठी अक्ष आहेत.
- 9 अक्ष: हा प्रकार 5-अक्ष मशीनिंगसह लेथ एकत्र करतो. याचा परिणाम असा आहे की तुम्ही एकाच सेटअपसह आणि अतिशय अचूकतेने अनेक विमानांमध्ये वळू आणि मिल करू शकता. याव्यतिरिक्त, त्याला दुय्यम उपकरणे किंवा मॅन्युअल लोडिंगची आवश्यकता नाही.
- 12 अक्ष: त्यांच्याकडे दोन VMC आणि HMC हेड आहेत, त्यापैकी प्रत्येक X, Y, Z, A, B आणि C अक्षांमध्ये हालचाल करण्यास परवानगी देतात. या प्रकारच्या मशीन्स सुधारित उत्पादकता आणि अचूकता देतात.
साधनावर अवलंबून
साधनावर अवलंबून जे सीएनसी मशीन माउंट करते, आम्ही यामध्ये फरक करू शकतो:
- फक्त एक साधन: जे फक्त एकच टूल माउंट करतात, मग ते ड्रिलिंग बिट, मिलिंग कटर, ब्लेड इ. यापैकी काही मशीन्स फक्त एका प्रकारचे कार्य करू शकतात आणि दुसर्यासाठी टूल बदलू शकत नाहीत. इतरांना साधन बदलणे शक्य आहे, परंतु ते स्वहस्ते करावे लागेल.
- स्वयंचलित मल्टीटूल: त्यांच्याकडे अनेक साधने आहेत आणि ते आवश्यकतेनुसार आपोआप एकाहून दुसर्याकडे स्विच करू शकतात.
CNC राउटर किंवा CNC राउटर म्हणजे काय
Un राउटर किंवा सीएनसी राउटर सीएनसी मिलिंग मशीन प्रमाणेच टूल हेड वापरते. तथापि, त्यांच्यात यापैकी काही फरक आहेत. यामुळे काहीवेळा मोठा गोंधळ निर्माण होतो, आणि बरेच जण त्यांना CNC कटिंग मशीनमध्ये गोंधळात टाकतात किंवा CNC मिलिंगसाठी समानार्थी शब्द म्हणून वापरतात.
इतर सीएनसी मशीन्समधील फरक
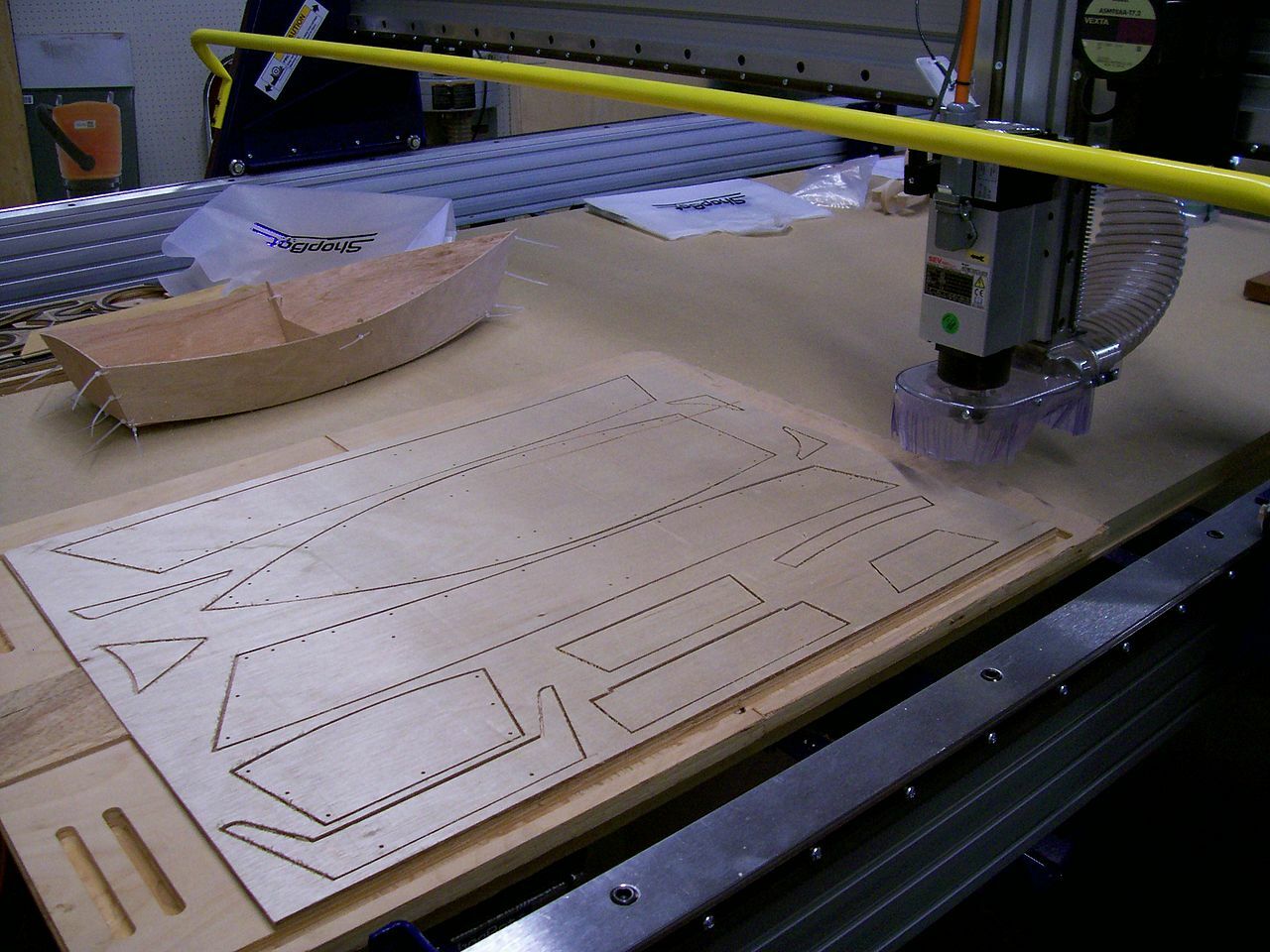
सीएनसी राउटर अतिशय सुरक्षितपणे काम करतो.सीएनसी मशीनसारखे जसे की लेथ किंवा मिलिंग मशीन. राउटरचा वापर लाकूडकाम उद्योगात दरवाजा उत्पादनासाठी मोठ्या प्रमाणावर केला जातो. ते दाराच्या कोरीव कामापासून, फलकांची सजावट, चिन्हे, मोल्डिंग्ज, कॅबिनेटरी इत्यादींसारखी अनेक कामे करू शकतात. मिलिंग मशीनमधील काही सर्वात लक्षणीय फरक आहेत:
- उच्च वेगाने प्रोफाइल आणि पत्रके तयार करण्यासाठी राउटर योग्य आहे. हा आणखी एक महत्त्वाचा फरक आहे, कारण CNC मिलिंग मशीन इतक्या वेगाने काम करण्यासाठी डिझाइन केलेले नाहीत.
- साधारणपणे, CNC मिलिंग मशिनचा वापर कठिण सामग्री (टायटॅनियम, स्टील,…), आणि CNC राउटर मऊ मटेरियल (लाकूड, फोम, प्लास्टिक,...) चक्की/कापण्यासाठी केला जातो.
- सीएनसी राउटर सामान्यत: सीएनसी मिलिंग मशीनपेक्षा कमी अचूक असतात, परंतु आपल्याला कमी वेळेत अधिक भाग तयार करण्यास अनुमती देतात.
- सीएनसी राउटिंग मशीन मिलिंग मशीनपेक्षा लक्षणीय स्वस्त आहे. काही प्रगत राउटिंग मशीनची किंमत सुमारे €2000 असू शकते, तर त्याच दर्जाच्या CNC मिलिंग मशीनची किंमत सुमारे €10.000 असेल.
- सीएनसी राउटर बहुतेक वेळा मशीनिंग आणि मोठे भाग कापण्यासाठी वापरले जातात (दारे, प्लेट्स,...).
- सीएनसी राउटर कटिंग आणि सीएनसी कटिंग मशीनच्या दुसर्या प्रकारच्या कटिंगमधील फरकाबद्दल, राउटर कट करण्यासाठी त्याच्या टूलच्या फिरण्याच्या गतीचा वापर करतो हे तथ्य आहे.
- कटिंगसाठी राउटरची एक समस्या अशी आहे की ते इतर प्रकारच्या कटिंगपेक्षा जास्त पृष्ठभाग वाया घालवेल, कारण ड्रिल बिट किंवा मिलिंग कटरचा संपूर्ण व्यास गमावला जाईल.
- CNC राउटर 3D मध्ये कट करणे सोपे करते.
दुसरीकडे, ते देखील आहे काही समानता, जसे की टूल्स म्हणून वापरले जाणारे मिलिंग कटर, जे वेगवेगळ्या सामग्रीसाठी (फोम, लाकूड, प्लास्टिक,...) इत्यादींसाठी अनेक अक्षांसह देखील आढळू शकतात.
सीएनसी मशीनसाठी साधनांचे प्रकार

स्रोत: काल्पनिक
देखील आहेत CNC साठी विविध प्रकारची साधने जे कामाच्या डोक्यावर बसवले जाऊ शकते. सीएनसी मशीन कोणत्या प्रकारची मशीनिंग करू शकते यावर अवलंबून असेल, तसेच खोली, क्रियेची त्रिज्या, कामाचा वेग इ. त्यापैकी काही सर्वात महत्वाचे आहेत:


- चेहरा किंवा शेल स्ट्रॉबेरी: हे अगदी सामान्य आहे, आणि ते विस्तृत क्षेत्रातून सामग्री काढण्यासाठी चांगले आहेत. उदाहरणार्थ, एखाद्या भागाच्या सुरुवातीच्या रफिंगसाठी.

- फ्लॅट एंड मिल: आणखी एक मानक साधन जे वेगवेगळ्या आकारात (व्यास) पाहिले जाऊ शकते आणि एका तुकड्याच्या बाजू आणि शीर्षस्थानी तसेच कट करण्यासाठी वापरले जाऊ शकते. हे पोकळी ड्रिल करण्यासाठी देखील वापरले जाऊ शकते.

- गोल शेवटी मिल: हा आणखी एक प्रकारचा कटर आहे ज्यामध्ये गोलाकार टीप आहे, पूर्वीच्या प्रमाणेच, परंतु काही प्रकारच्या कोरीव कामांसाठी किंचित गोलाकार किनार आहे.

- चेंडू बर: हे टोकाला पूर्णपणे गोलाकार आहे, गोलाकार टोकासारखे आहे, परंतु अधिक परिपूर्ण आकार आहे. हे 3D आच्छादित पृष्ठभागांसाठी आदर्श आहे आणि चौकोनी टोकांसारखे तीक्ष्ण कोपरे सोडणार नाहीत.

- ड्रिल बिट: ते ड्रिल, ड्रिलिंगचे साधन, टॅप केलेले छिद्र, अचूक समायोजन इ. सारखेच असतात. हे ब्रश अनेक वेगवेगळ्या आकाराचे असू शकतात.

- नर: जर तुम्हाला मृत माहित असेल तर, तुकड्याच्या बाह्य पृष्ठभागावर धागे बनवण्यासाठी, नळ तेच करतात परंतु आत. म्हणजेच, स्क्रू तयार करण्यासाठी डाईजचा वापर केला जाऊ शकतो, तर टॅप नट तयार करू शकतात.

- चेंफर मिलिंग कटर: हे फेस मिलिंग कटरसारखेच असते, परंतु ते सहसा लहान आणि काहीसे तीक्ष्ण असते (त्यांच्याकडे एक कोन असलेली टीप असते, इच्छित चेम्फरवर अवलंबून असते, 30º, 45º, 60º, इ.). या प्रकारच्या मिलिंग कटरचा वापर कोपऱ्यांमध्ये चेम्फर्स तयार करण्यासाठी केला जातो. हे मशीन काउंटरसिंकसाठी देखील वापरले जाऊ शकते.

- सेरेटेड ब्लेड: हा कटिंग डिस्कच्या स्वरूपात कटरचा एक प्रकार आहे ज्याचा वापर अंडरकट्स किंवा ग्रूव्ह्स बनवण्यासाठी केला जाऊ शकतो, अगदी टी-आकाराच्या खाचही त्या तुकड्यातून जातात.

- अनुदैर्ध्य पाहिले: हे आधीच्या सारखेच आहे, परंतु त्यात फरक आहे, आणि तो म्हणजे खोल खोबणी कापण्यासाठी किंवा तुकडे विभाजित करण्यासाठी डिस्क सहसा पातळ असते. त्यांचा व्यास सहसा मोठा असतो.

- रिमर: हे एक प्रकारचे साधन आहे जे विद्यमान छिद्रांना अचूक व्यास देण्यासाठी त्यांना रुंद करण्यासाठी वापरले जाते. याव्यतिरिक्त, ते चांगले फिनिश सोडतात आणि ड्रिल बिट्सपेक्षा चांगले सहनशीलता असते.

- फ्लाय कटर: हा एक प्रकारचा मिलिंग कटर आहे ज्यामध्ये फक्त बारवर कटिंग ब्लेड बसवलेले असते. मोठा किंवा लहान कटिंग व्यास तयार करण्यासाठी तो बार हलविला जाऊ शकतो.
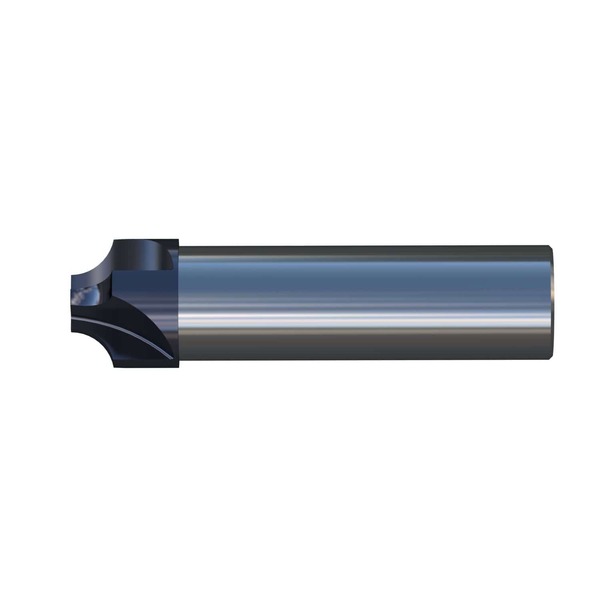
- बाह्य त्रिज्या कटर: बाह्य काठावर त्रिज्या जोडण्यासाठी आणखी एक विशेष साधन आहे.

- खोदकाम साधन: ते एखाद्या भागाच्या पृष्ठभागावर प्रतिमा, मजकूर किंवा बाह्यरेखा कोरण्यासाठी वापरतात.

- काउंटरसिंक साधन: काउंटरसिंकिंगसाठी किंवा चेम्फर्ससाठी वापरले जाते.

- डोव्हटेल कटर: हे काहीसे विशिष्ट आकाराचे साधन आहे आणि ते सामग्रीमध्ये अंडरकट बनवू शकते.
सीएनसी नियंत्रण मापदंड
शेवटी, हे देखील महत्त्वाचे आहे सीमशीनिंग पॅरामीटर्स जाणून घ्या जे या सीएनसी मशीनच्या नियंत्रणात हस्तक्षेप करतात. जर तुम्हाला आकडेमोड करायची असेल, तर तुम्हाला हे माहित असले पाहिजे की काही ऑनलाइन कॅल्क्युलेटरद्वारे मोबाइल डिव्हाइससाठी अॅप्सपासून ते पीसीसाठी सॉफ्टवेअरपर्यंत अनेक संसाधने तुम्हाला मदत करू शकतात. तुमच्या सीएनसी टूल्सच्या योग्य सेटिंग्जसाठी तुम्ही वापरू शकता अशी काही उदाहरणे आहेत:
- Android आणि iOS मोबाइल डिव्हाइससाठी अॅप्स:
- ऑनलाइन वेब आधारित कॅल्क्युलेटर:
- पीसीसाठी सीएनसी सॉफ्टवेअर:
महत्वाचे मशीनिंग पॅरामीटर्स
साठी म्हणून पॅरामीटर्स तुम्हाला माहित असणे आवश्यक आहे सीएनसी मशीन नियंत्रित करताना खालील गोष्टी आहेत:
| मापदंड | व्याख्या | युनिट्स |
| n | क्रांत्यांची संख्या, म्हणजे, मशीनिंग प्रक्रियेदरम्यान प्रति मिनिट वळणे. व्यावसायिक मशीन्समध्ये ते सहसा 6000 ते 24000 RPM दरम्यान असते. हे सूत्रानुसार मोजले जाते:
n = (Vc 1000) / (π डी) |
RPM |
| D | कटिंग व्यास, म्हणजे, कटिंगच्या क्षणी भागाच्या संपर्कात असलेल्या साधनाचा सर्वात मोठा व्यास. | mm |
| Vc | कटिंग गती. मशीनिंग करताना मशीन (लेथ, ड्रिल, मिलिंग...) चिप कापते तो वेग आहे (उच्च D, मोठे Vc). हे सूत्र वापरून मोजले जाते:
vc = (π D n) / 1000 साधन निर्मात्याने निर्दिष्ट केलेली कमाल गती ओलांडली जाऊ नये. याशिवाय:
उदाहरणार्थ, सामग्रीवर अवलंबून हे असू शकते:
|
मी / मिनिट
(WHO) |
| Fz | फीड प्रति दात किंवा चिप लोड (सीएल किंवा चिप लोड म्हणून देखील ओळखले जाते). म्हणजेच, साधनाचा प्रत्येक दात, धार किंवा ओठ सुरू होणारी ही सामग्रीची रक्कम किंवा जाडी आहे.
Fz ची गणना करण्यासाठी, आपण सूत्र वापरू शकता: Fz = Vf / (z n) आणि जर तुम्हाला प्रति क्रांती फीडची गणना करायची असेल: F = Fz z |
mm |
| Vf | पुढे गती. ही वेळ प्रति युनिट भागावर साधनाने प्रवास केलेली लांबी आहे. सूत्र आहे:
Vf = F n फीडरेट नियंत्रित केले पाहिजे:
|
मिमी / मि
(ओम/मिनिट) |
| Z | कटर किंवा उपकरणाच्या दातांची संख्या. | - |
| ap |
कटची खोली, अक्षीय खोली किंवा पासची खोली (wc म्हणून देखील दिसू शकते). हे साधन प्रत्येक पाससह साध्य करते त्या खोलीचा संदर्भ देते. उथळ खोली अधिक पासांना भाग पाडेल.
हे कटच्या कमाल उंचीवर (LC किंवा I), कटरचा व्यास (S किंवा D) यावर अवलंबून असते. आणि ते नियंत्रित केले जाऊ शकते, उदाहरणार्थ, कटची खोली दुप्पट करण्यासाठी आपल्याला चिप लोड 25% कमी करावे लागेल. |
mm |
| ae | कटची रुंदी किंवा रेडियल कटची खोली. वरील प्रमाणेच. | mm |
हे आहेत मूल्ये जे तुम्ही सीएनसी मशिन निर्मात्याच्या मॅन्युअल, सॉफ्टवेअर किंवा कॅल्क्युलेटरमधून मशीनिंगच्या प्रकारासाठी (मॉडेल आणि तांत्रिक वैशिष्ट्यांच्या मर्यादेनुसार), टूलची सामग्री (ते खंडित करू शकतात) साठी पॅरामीटर्स समायोजित करण्यासाठी मिळवू शकता. , वाकणे, जास्त गरम करणे,... ते योग्य नसल्यास), आणि वापरलेली सामग्री (त्यामुळे खराब मशीनिंग, भागामध्ये दोष,...) आणि हे सर्व पॅरामीटर्स जी-कोडमध्ये देखील समाविष्ट आहेत, जसे की RPM सुधारण्यासाठी S कमांड, G-Code F कमांड वापरून गती पुढे करणे इ.
उत्पादक माहिती
सीएनसी मशीन उत्पादक कटिंग स्पीड, चिप लोड इ. डेटा प्रदान करतात, सर्वकाही सामान्यतः मशीनसह आलेल्या मॅन्युअलमध्ये असते, मॅन्युअलच्या डिजिटल आवृत्तीमध्ये जे तुम्हाला सीएनसी मशीनच्या ब्रँडच्या अधिकृत वेबसाइटवर आढळू शकते. , किंवा देखील तुमची डेटा शीट. ते तुमच्या विशिष्ट मॉडेलसाठी असल्याची खात्री करा, कारण एकाच मशीनचे असूनही ते मॉडेलमध्ये बदलू शकते.
या डेटावरून हे शक्य आहे गणना व्यक्तिचलितपणे, वरील सारणीतील सूत्रे वापरून किंवा ऑनलाइन कॅल्क्युलेटर, अॅप्स किंवा सॉफ्टवेअर वापरून. तुमच्याकडे निर्मात्याचा डेटा नसल्यास, तुमच्याकडे अनेक पर्याय आहेत:
- तुम्हाला मार्गदर्शन करण्यासाठी अनुभव वापरा, नेहमी अधिक पुराणमतवादी पॅरामीटर मूल्यांसह प्रारंभ करा जेणेकरून सक्ती करू नये. म्हणजेच एक प्रकारची चाचणी आणि त्रुटी. गिल्डमध्ये याला सामान्यतः ऐका आणि मापन पद्धत म्हणतात, म्हणजे, मशीन कटिंग आणि फिनिशिंगच्या बाबतीत योग्यरित्या काम करत आहे की नाही हे तपासणे आणि आवश्यक दुरुस्त्या करण्यासाठी पॅरामीटर्स समायोजित करणे.
- समान वैशिष्ट्ये असलेल्या दुसर्या उत्पादकाकडून मॅन्युअल किंवा मूल्यांचे सारणी वापरा (डी, दातांची संख्या, साहित्य,...).
अधिक माहिती
- सीएनसी मशीन: संख्यात्मक नियंत्रणासाठी मार्गदर्शक
- सीएनसी मशीन कसे कार्य करते आणि अनुप्रयोग
- प्रोटोटाइपिंग आणि सीएनसी डिझाइन
- सीएनसी लेथचे प्रकार आणि वैशिष्ट्ये
- सीएनसी मिलिंग मशीनचे प्रकार
- सीएनसी राउटर आणि सीएनसी कटिंगचे प्रकार
- लेसर खोदकामाचे प्रकार
- इतर CNC मशीन: ड्रिलिंग, पिक अँड प्लेस, वेल्डिंग आणि बरेच काही
- कंपनीमध्ये सीएनसी मशीन कशी मदत करू शकते
- खरेदी मार्गदर्शक: सर्वोत्तम CNC मशीन कशी निवडावी
- सीएनसी मशीनची देखभाल
- प्लॉटर्सवर निश्चित मार्गदर्शक: प्लॉटर म्हणजे काय आणि ते कशासाठी आहे
- आराम आणि व्यावसायिक वापरासाठी सर्वोत्तम सीएनसी मशीन
- सर्वोत्तम मुद्रण प्लॉटर
- सर्वोत्तम कटिंग प्लॉटर्स
- कुंभारांसाठी सर्वोत्तम उपभोग्य वस्तू: काडतुसे, कागद, विनाइल आणि सुटे भाग