Несколько лет назад возможность создавать металлические предметы невозможной формы с нуля казалась научной фантастикой, но 3D-печать металлических предметов стала реальностью, а в последние месяцы она стала очень популярной.
Мы объясняем, как работает технология DMLS, прямой синтез металла с помощью лазера.
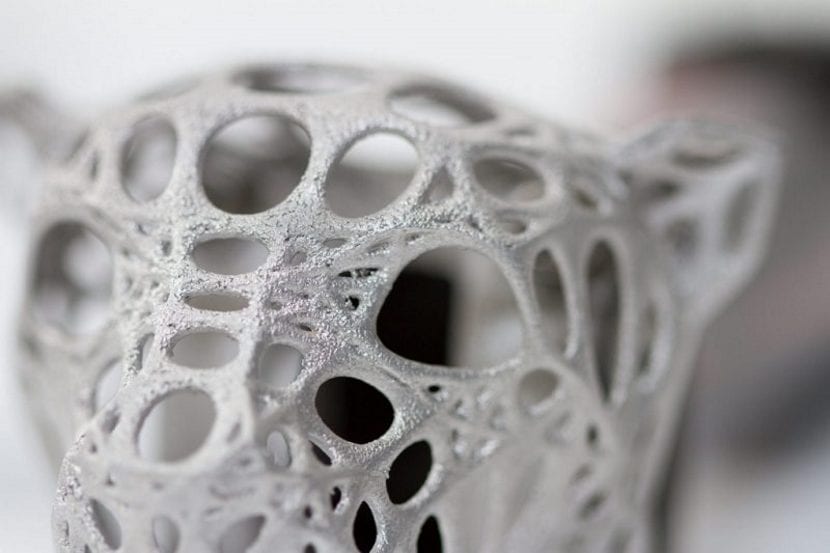
DMLS, 3D-печать металлических предметов
ДМЛС это чрезвычайно передовая производственная технология, которую выиспользует порошковые металлы в качестве основы. Он использует лазер высокой мощности для склеивания ты выборочно частицы металлик. Закончено слой за слоем, при этом машина распределяет новый слой металлического порошка после спекания одного слоя. Важно обратить внимание на могут потребоваться опорные конструкции. Однако эти структуры генерируются автоматически и впоследствии будет удален вручную. После завершения печати проводится окончательная термообработка.
Одной из наиболее подходящие металлы использовать с этой технологией алюминий. Модели, напечатанные из алюминия, обладают характеристиками очень сильный, точный и они могут справиться 0.25 мм детали. 3D-печать алюминием часто используется для изготовления полностью функциональных деталей, а также запасных частей, но алюминий также очень подходит для печати ювелирных изделий.
Ограничения дизайна
Как и в случае с другими технологиями, необходимо учитывать некоторые технические ограничения. В минимальная толщина стенки которые должны быть 0,5 мм для небольших поверхностей (до 15 мм x 15 мм) и не менее 1 мм для больших сечений.
технология ДМЛС позволяет Уровень проработанности деталей очень хорошо, даже такой маленький, как 0.25 мм. Однако для такой точной отделки, как тисненый или гравированный текст ты должен уважать Минимальная толщина линии 0,4 мм, минимальная высота 0,4 мм и минимальная глубина 0,15 мм.
Создавая модели для 3D-печати на алюминии, вы должны подумать о геометрии вашего дизайна. Угловые формы, прямые углы и прямые могут выглядеть немного менее привлекательно по сравнению с отдельно стоящими или органическими формами. Однако это лучше иметь углы отвесный более 35 °, потому что они, вероятно, будут иметь более качественную и гладкую поверхность. Углы менее 35 ° и подвесные конструкции, как правило, имеют более низкое качество поверхности.
Опорные конструкции необходимы, чтобы ваша модель оставалась жесткой во время печати, а также для предотвращения внутренних напряжений и деформации. Если мы не используем опорные конструкции, стены или выступы с углы ниже 40 ° было бы в опасности обрушения в процессе печати.
Если вам интересно, как печатаются металлические предметы, но у вас нет доступа к группе с этими характеристиками, вы всегда можете выбрать отправьте свои детали в онлайн-полиграфические службыТакой как иматериализовать.
Все больше и больше веб-сайтов специализируются на печати с использованием материалов и методов, к которым мы не имеем прямого доступа как частные лица. Это один хороший выбор чтобы сообщество разработчиков могло доступ к новым методам производства но может это что-то Царь использовать его постоянно.