Кілька років тому можливість виготовлення металевих предметів у неможливих формах з нуля здавалася науковою фантастикою, але 3D-друк металевих предметів є реальністю, і останні місяці це стало дуже популярним.
Ми пояснюємо, як працює технологія DMLS, прямий синтез металів лазером.
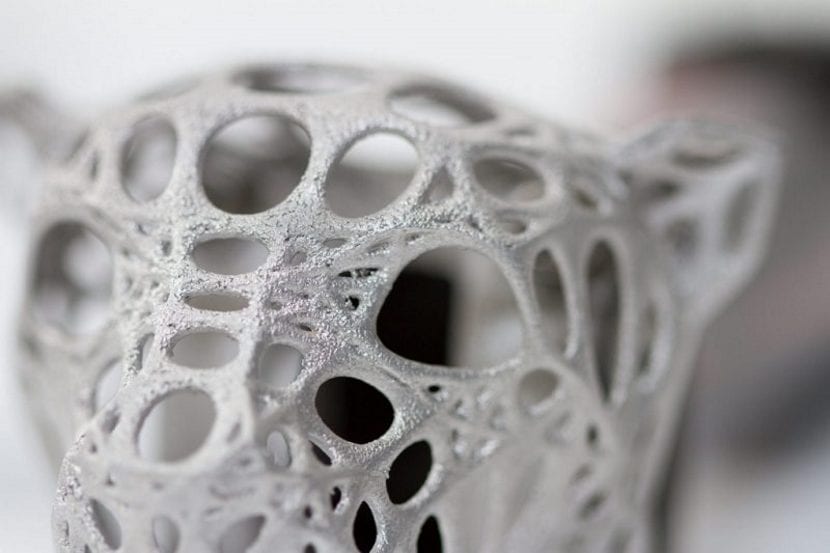
DMLS, 3D-друк металевих предметів
DMLS є надзвичайно передовою технологією виробництва, якавикористовує порошкові метали як основу. Він використовує a потужний лазер для склеювання ви вибірково частинки металеві. Це зроблено шар за шаром, при цьому машина розподіляє новий шар металевого порошку після спікання одного шару. Важливо звернути увагу можуть знадобитися опорні конструкції. Однак ці структури генеруються автоматично і згодом буде видалено вручну. Після закінчення друку проводиться остаточна термічна обробка.
один з найбільш підходящі метали використовувати з цією технологією є алюміній. Моделі, надруковані в алюмінію, мають характеристики буття дуже сильний, точний і вони можуть впоратися 0.25 мм деталі. Алюмінієвий 3D-друк часто використовується для повністю функціональних деталей, а також запасних частин, але алюміній також дуже підходить для друку ювелірних виробів.
Дизайнерські обмеження
Як і у випадку з іншими технологіями, існують деякі технічні обмеження, які необхідно враховувати. мінімальна товщина стінки це повинно бути 0,5 мм для невеликих поверхонь (до 15 мм х 15 мм) і принаймні 1 мм для великих секцій.
Технологія DMLS дозволяє Рівень деталізації дуже добре, навіть таке маленьке, як 0.25mm. Однак для обробки настільки точної, як рельєфний або гравірований текст ви повинні поважати a Мінімальна товщина лінії 0,4 мм, мінімальна висота 0,4 мм і мінімальна глибина 0,15 мм.
Створюючи моделі для 3D-друку на алюмінії, вам слід подумати про геометрію вашого дизайну. Кутові фігури, прямі кути та прямі можуть виглядати дещо менш привабливо порівняно з окремо стоячими або органічними фігурами. Однак це так краще мати кути крутий понад 35 °, оскільки вони, ймовірно, матимуть кращі та гладкі поверхні. Кути розміром менше 35 ° і підвісні конструкції, як правило, мають нижчу якість поверхні.
Опорні конструкції необхідні для того, щоб ваша модель залишалася жорсткою під час друку та запобігала внутрішнім напругам та деформаціям. Якщо ми не використовуємо опорні конструкції, стіни або виступи с кути нижче 40 ° був би загрожує розвал під час процесу друку.
Якщо вам цікаво, як друкуються металеві предмети, але у вас немає доступу до групи цих характеристик, ви завжди можете вибрати надсилайте свої деталі до служб онлайн-друку, як, наприклад іматеріалізувати.
Все більше веб-сайтів спеціалізуються на друкуванні матеріалів та технік, до яких ми, як особи, не маємо прямого доступу. Це одне хороший варіант щоб спільнота виробників могла отримати доступ до нових методів виробництва але, можливо, це щось хлопець використовувати його безперервно.