Cách đây vài năm, việc có thể tạo ra các vật thể kim loại với hình dạng không thể từ đầu tưởng chừng như khoa học viễn tưởng, nhưng việc in 3D các vật thể kim loại đã trở thành hiện thực và trong những tháng gần đây, nó đã trở nên rất phổ biến.
Chúng tôi giải thích cách thức hoạt động của công nghệ DMLS, tổng hợp kim loại trực tiếp bằng tia laser.
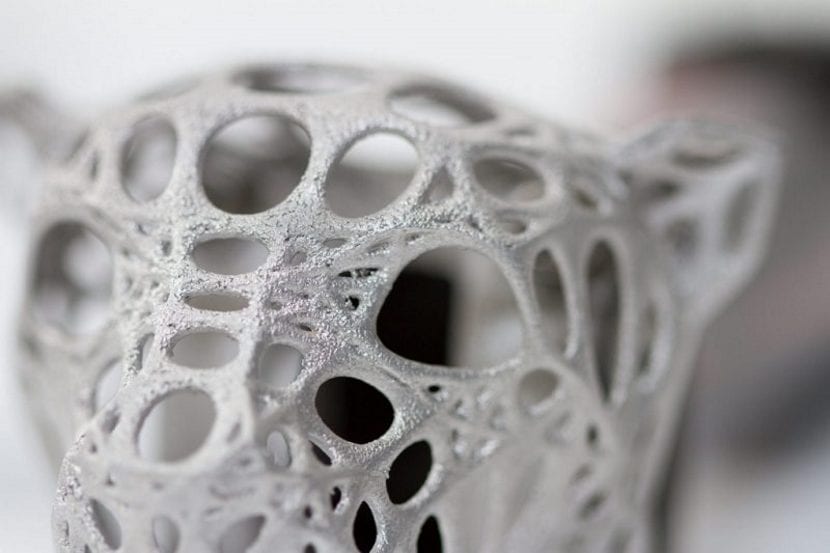
DMLS, In 3D các vật thể kim loại
DML là một công nghệ sản xuất cực kỳ tiên tiến mà usử dụng kim loại bột làm cơ sở. Nó sử dụng một laser công suất cao để liên kết bạn có chọn lọc vật rất nhỏ kim loại. Xong rồi tầng tầng lớp lớp, với máy phân phối một lớp bột kim loại mới sau khi một lớp đã được thiêu kết. Điều quan trọng là phải chú ý cấu trúc hỗ trợ có thể được yêu cầu. Tuy nhiên, các cấu trúc này được tạo tự động và sau đó sẽ bị xóa thủ công. Sau khi in xong, xử lý nhiệt cuối cùng sẽ được thực hiện.
Một trong những kim loại phù hợp nhất để sử dụng với công nghệ này là nhôm. Các mô hình được in bằng nhôm có đặc điểm là rất mạnh mẽ, chính xác và họ có thể xử lý Chi tiết 0.25mm. Nhôm in 3D thường được sử dụng cho các bộ phận đầy đủ chức năng cũng như phụ tùng thay thế, nhưng nhôm cũng rất thích hợp để in đồ trang sức.
Hạn chế thiết kế
Cũng như các công nghệ khác, có một số hạn chế kỹ thuật phải được tính đến. Các độ dày tối thiểu của tường điều đó nên 0,5 mm cho các bề mặt nhỏ (lên đến 15mm x 15mm) và ít nhất 1mm cho các phần lớn.
Công nghệ DML cho phép một Mức độ chi tiết rất tốt, thậm chí nhỏ như 0.25mm. Tuy nhiên, để kết thúc chính xác như văn bản chạm nổi hoặc khắc bạn phải tôn trọng Độ dày dòng tối thiểu 0,4mm, chiều cao tối thiểu 0,4mm và độ sâu tối thiểu 0,15mm.
Khi thiết kế mô hình để in 3D trên nhôm, bạn nên suy nghĩ về hình học của thiết kế của bạn. Hình dạng có góc cạnh, góc vuông và đường thẳng có thể trông kém hấp dẫn hơn một chút so với hình dạng tự do hoặc hình dạng hữu cơ. Tuy nhiên nó là tốt hơn có góc dốc đứng trên 35 °, bởi vì chúng có thể có bề mặt tốt hơn và mịn hơn. Các góc đo nhỏ hơn 35 ° và cấu trúc treo có xu hướng có chất lượng bề mặt thấp hơn.
Các cấu trúc hỗ trợ là cần thiết để giữ cho mô hình của bạn cứng cáp trong quá trình in và ngăn ứng suất bên trong và cong vênh. Nếu chúng ta không sử dụng cấu trúc hỗ trợ, tường hoặc gờ với góc dưới 40 ° sẽ là có nguy cơ sụp đổ trong quá trình in.
Nếu bạn tò mò về cách các vật kim loại được in, nhưng bạn không có quyền truy cập vào nhóm các đặc điểm này, bạn luôn có thể chọn gửi các bộ phận của bạn đến các dịch vụ in trực tuyến, ví dụ phi vật chất hóa.
Ngày càng có nhiều trang web chuyên về in ấn với các chất liệu và kỹ thuật mà chúng ta không có quyền truy cập trực tiếp với tư cách cá nhân. Đây là một lựa chọn tốt để cộng đồng nhà sản xuất có thể tiếp cận các phương pháp sản xuất mới nhưng có lẽ nó là một cái gì đó cara để sử dụng nó liên tục.