Hace unos años poder fabricar desde cero objetos de metal de formas imposibles parecía ciencia ficción, pero la impresión 3D de objetos de metal es una realidad y en los últimos meses se ha hecho muy popular.
Os explicamos cómo funciona la tecnología DMLS, sintetización directa de metal mediante láser.
DMLS, Impresión 3D de objetos de metal
DMLS es una tecnología de fabricación extremadamente avanzada que utiliza metales en polvo como base. Se utiliza un láser de alta potencia para unir selectivamente estas partículas metálicas. Esto se realiza capa por capa, con la máquina distribuyendo una nueva capa de polvo de metal después de que se haya sinterizado una capa. Es importante tener en cuenta que pueden ser necesarias estructuras de soporte. Sin embargo, estas estructuras se generan automáticamente y posteriormente se eliminarán manualmente. Una vez finalizada la impresión, se realiza un tratamiento térmico final.
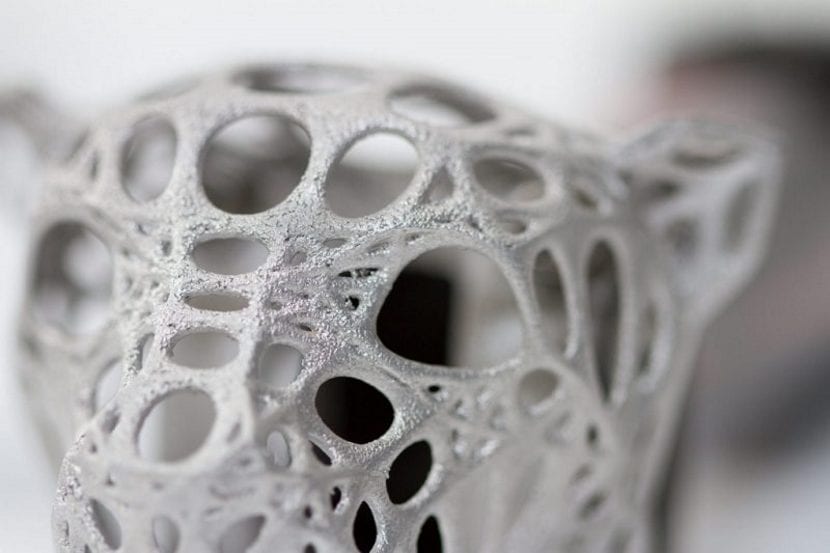
Uno de los metales más adecuados para usar con esta tecnología es el aluminio. Los modelos impresos en aluminio tienen las características de ser muy fuertes, precisos y pueden manejar detalles de 0.25mm. La impresión 3D de aluminio se utiliza a menudo para las piezas totalmente funcionales así como recambios, pero el aluminio es también muy conveniente para las joyerías de la impresión.
Restricciones al diseño
Al igual que con otras tecnologías hay algunas restricciones técnicas que se deben tener en cuenta. El espesor de pared mínimo que debe ser 0,5 mm para superficies pequeñas (hasta 15 mm x 15 mm) y de al menos 1 mm para secciones grandes.
La tecnología DMLS permite un nivel de detalle muy fino, incluso tan pequeño como 0.25mm. Sin embargo, para acabados tan precisos cómo el texto en relieve o grabado hay que respetar un grosor mínimo de línea de 0,4 mm, una altura mínima de 0,4 mm y una profundidad mínima de 0,15 mm.
Al diseñar modelos para la impresión 3D en aluminio se debe pensar en la geometría de su diseño. Las formas angulares, los ángulos rectos y las rectas pueden parecer un poco menos atractivas en comparación con las formas libres o orgánicas. Sin embargo, es mejor tener ángulos escarpados de más de 35 °, porque es probable que tengan superficies mejores y más lisas. Los ángulos que miden menos de 35 ° y las estructuras colgantes tienden a tener una calidad superficial más baja.
Las estructuras de soporte son necesarias para mantener su modelo rígido durante la impresión y para evitar el estrés interno y las deformaciones. Si no utilizamos estructuras de soporte, las paredes o salientes con ángulos por debajo de 40 ° estarían en peligro de colapsarse durante el proceso de impresión.
Si tenéis curiosidad por como quedan impresos los objetos de metal, pero no tenéis acceso a un equipo de estas características siempre podéis optar por enviar vuestras piezas a servicios de impresión online, como por ejemplo imaterialise.
Cada vez son más las webs especializadas en imprimir con materiales y técnicas a los que no tenemos acceso directamente como particulares. Esta es una buena opción para que la comunidad maker pueda acceder a nuevos métodos productivos pero quizás es algo cara para hacer uso de ella de manera continuada.