Beberapa tahun yang lalu, kemampuan membuat benda logam dalam bentuk yang mustahil dari awal tampak seperti fiksi ilmiah, tetapi pencetakan 3D benda logam adalah kenyataan dan dalam beberapa bulan terakhir ini menjadi sangat populer.
Kami menjelaskan cara kerja teknologi DMLS, sintesis logam langsung dengan laser.
DMLS, Pencetakan 3D Objek Logam
DMLS adalah teknologi manufaktur yang sangat canggih umenggunakan logam bubuk sebagai basa. Ini menggunakan laser daya tinggi untuk pengikatan Anda selektif partikel metalik. Ini sudah selesai lapis demi lapis, dengan mesin mendistribusikan lapisan baru bubuk logam setelah satu lapisan disinter. Penting untuk diperhatikan struktur pendukung mungkin diperlukan. Namun, struktur ini dibuat secara otomatis dan selanjutnya akan dihapus secara manual. Setelah pencetakan selesai, perlakuan panas akhir dilakukan.
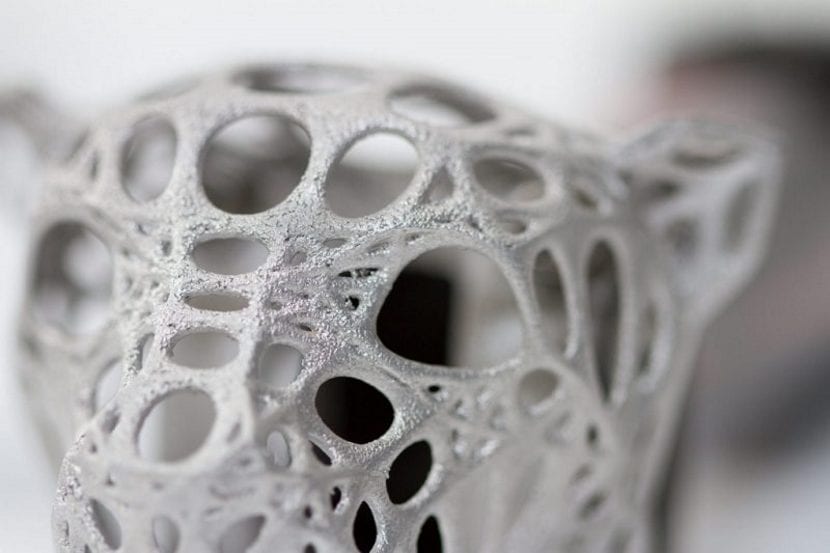
Salah satu logam yang paling cocok untuk digunakan dengan teknologi ini adalah aluminium. Model yang dicetak dengan aluminium memiliki karakteristik makhluk sangat kuat, tepat dan mereka bisa mengatasinya Detail 0.25 mm. Pencetakan Aluminium 3D sering digunakan untuk suku cadang yang berfungsi penuh serta suku cadang, tetapi aluminium juga sangat cocok untuk pencetakan perhiasan.
Batasan desain
Seperti teknologi lainnya, ada beberapa batasan teknis yang harus diperhatikan. Itu ketebalan dinding minimum itu seharusnya 0,5 mm untuk permukaan kecil (hingga 15mm x 15mm) dan setidaknya 1mm untuk bagian besar.
Teknologi DMLS memungkinkan a Tingkat detail sangat bagus, bahkan sekecil 0.25mm. Namun, untuk hasil akhir seakurat teks timbul atau terukir Anda harus menghormati a Ketebalan garis minimum 0,4mm, tinggi minimum 0,4mm, dan kedalaman minimum 0,15mm.
Saat mendesain model untuk pencetakan 3D pada aluminium, Anda harus memikirkan geometri desain Anda. Bentuk miring, sudut siku-siku, dan lurus bisa terlihat kurang menarik dibandingkan dengan bentuk berdiri bebas atau organik. Namun, memang demikian lebih baik memiliki sudut curam lebih dari 35 °, karena mereka cenderung memiliki permukaan yang lebih baik dan lebih halus. Sudut berukuran kurang dari 35 ° dan struktur gantung cenderung memiliki kualitas permukaan yang lebih rendah.
Struktur pendukung diperlukan untuk menjaga model Anda tetap kaku selama pencetakan dan untuk mencegah tekanan internal dan lengkungan. Jika kita tidak menggunakan struktur pendukung, dinding atau tepian dengan sudut di bawah 40 ° akan menjadi dalam bahaya pingsan selama proses pencetakan.
Jika Anda penasaran tentang bagaimana benda logam dicetak, tetapi Anda tidak memiliki akses ke tim karakteristik ini, Anda selalu dapat memilih untuk kirim suku cadang Anda ke layanan pencetakan online, misalnya mewujudkan.
Semakin banyak situs web yang mengkhususkan diri dalam pencetakan dengan bahan dan teknik yang tidak dapat kami akses langsung sebagai individu. Ini satu opsi yang bagus sehingga komunitas pembuat bisa mengakses metode produksi baru tapi mungkin itu sesuatu Kaisar untuk menggunakannya terus menerus.