Qualche anno fa riuscire a realizzare da zero oggetti metallici in forme impossibili sembrava fantascienza, ma la stampa 3D di oggetti metallici è una realtà e negli ultimi mesi è diventata molto popolare.
Spieghiamo come funziona la tecnologia DMLS, sintesi diretta del metallo tramite laser.
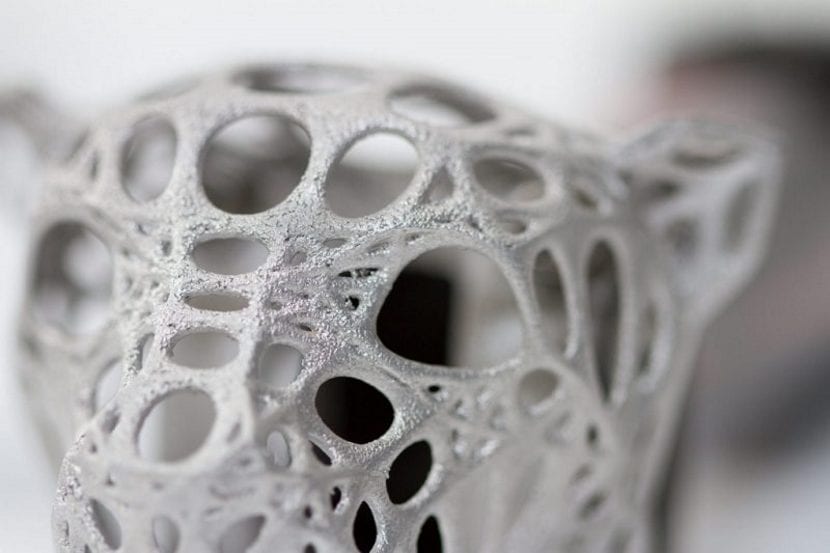
DMLS, stampa 3D di oggetti metallici
LMD è una tecnologia di produzione estremamente avanzata che uutilizza metalli in polvere come base. Utilizza un file laser ad alta potenza per l'incollaggio sei selettivamente particelle metallico. Questo è fatto strato per strato, con la macchina che distribuisce un nuovo strato di polvere metallica dopo che uno strato è stato sinterizzato. È importante porre l'attenzione possono essere necessarie strutture di supporto. Tuttavia, queste strutture vengono generate automaticamente e successivamente verrà rimosso manualmente. Terminata la stampa, viene eseguito un trattamento termico finale.
Uno dei metalli più adatti da utilizzare con questa tecnologia è il alluminio. I modelli stampati in alluminio hanno le caratteristiche dell'essere molto forte, preciso e possono gestire Dettagli da 0.25 mm. La stampa 3D in alluminio viene spesso utilizzata per parti completamente funzionali e pezzi di ricambio, ma l'alluminio è anche molto adatto per la stampa di gioielli.
Restrizioni di progettazione
Come con altre tecnologie, ci sono alcune limitazioni tecniche che devono essere prese in considerazione. Il spessore minimo della parete dovrebbe essere 0,5 mm per piccole superfici (fino a 15 mm x 15 mm) e almeno 1 mm per grandi sezioni.
Tecnologia LMD consente a Livello di dettaglio molto fine, anche piccola come 0.25mm. Tuttavia, per finiture precise come il testo in rilievo o inciso devi rispettare a Spessore minimo della linea 0,4 mm, altezza minima 0,4 mm e profondità minima 0,15 mm.
Quando progetti modelli per la stampa 3D su alluminio dovresti pensare alla geometria del tuo design. Forme angolari, angoli retti e rettilinei possono sembrare un po 'meno attraenti rispetto alle forme indipendenti o organiche. Tuttavia, lo è meglio avere angoli ripido oltre 35 °, perché è probabile che abbiano superfici migliori e più lisce. Gli angoli che misurano meno di 35 ° e le strutture sospese tendono ad avere una qualità superficiale inferiore.
Le strutture di supporto sono necessarie per mantenere rigido il modello durante la stampa e per prevenire stress e deformazioni interne. Se non usiamo strutture di supporto, pareti o sporgenze con angoli inferiori a 40 ° sarebbe in pericolo di collasso durante il processo di stampa.
Se sei curioso di sapere come vengono stampati gli oggetti in metallo, ma non hai accesso a un team di queste caratteristiche, puoi sempre optare per inviare le parti ai servizi di stampa in linea, come per esempio imaterializzare.
Sempre più siti web sono specializzati nella stampa con materiali e tecniche a cui non abbiamo accesso diretto come individui. Questo è uno buona scelta in modo che la comunità dei maker possa accedere a nuovi metodi di produzione ma forse è qualcosa cara per usarlo continuamente.