
Framtida artiklar kommer att detaljera typer av cnc-maskiner som finns efter sin funktion, såsom svarvar, fräsmaskiner, fräs eller kapning, gravering, borrning m.m. Men i den här artikeln kommer vi att fokusera på att känna till typerna efter de material de kan arbeta med, och även efter den rörelsefrihet de har, det vill säga enligt axlarna. Detta är väsentligt för att känna till de användningsområden och de möjligheter som övriga typer av maskiner kommer att erbjuda beroende på deras funktion.
Typer av CNC-maskiner

Som jag har nämnt kan dessa lag klassificeras efter flera faktorer. Vi kommer att lämna analysen av typerna enligt deras funktioner för framtida artiklar, eftersom det kommer att finnas en publikation speciellt tillägnad varje typ på djupet. Här kommer vi att fokusera på två sätt att katalogisera de typer av CNC-maskiner som är gemensamma för alla typer enligt deras funktion.
Enligt materialen
Enligt materialen som en CNC-maskin kan använda kan kategoriseras i flera grupper. Men det måste beaktas att de mekaniska egenskaperna hos metaller kan vara mycket olika, och inte alla tillåter alla typer av bearbetning eller på samma sätt.
CNC-maskin för metall
La cnc-maskin för metall Det är den vars verktyg kan arbeta med denna typ av material och deras legeringar. Mängden metallmaterial en maskin kan arbeta med beror på modellen och de verktyg den kan hantera. Men de är vanligtvis material som ofta används för att tillverka alla typer av delar på grund av deras mekaniska egenskaper. Metaller och metallegeringar lämpliga för CNC-bearbetning måste ha specifika mekaniska egenskaper som inkluderar styrka, flexibilitet, hårdhet, etc.
Mellan de mest populära metallerna för CNC sticker ut:
- Aluminium: det är en ganska lönsam metall för CNC-bearbetning. Den är lätt, lätt att bearbeta, stark och kan användas i en mängd olika applikationer, från fönster, dörrar, fordonskonstruktioner, kylflänsar etc. Bland de mest använda typerna av aluminium är:
- Aluminium 6061: god motståndskraft mot väderförhållanden, men inte så mycket mot kemikalier och saltvatten. Används ofta för beläggningar, dörrar, fönster etc.
- Aluminium 7075: mycket duktil, motståndskraftig och motståndskraftig mot utmattning, vilket är anledningen till att den ofta används för fordon och flygindustrin, även om den är mer komplicerad att bearbeta (det är inte lätt att skapa så komplexa delar).
- Acero oxiderbar: det är mindre lätt att bearbeta, men det kombinerar fantastiska egenskaper som dess låga kostnad, dess motståndskraft och dess oändliga användningsområden. Vi är förvisso omgivna av stålbitar om vi ser oss omkring. I CNC är de vanligaste typerna:
- 304: det är mycket vanligt och kan användas i flera hushållsapplikationer, från överdrag och strukturer av elektriska apparater, till köksredskap, genom rör, etc. Den har god svetsbarhet och formbarhet.
- 303: På grund av dess egenskaper som motståndskraft mot korrosion, hårdhet och hållbarhet, används detta svavelbehandlade stål för att skapa axlar, växlar, fordonstillbehör av alla slag, etc.
- 316: Det är ett otroligt starkt och korrosionsbeständigt stål, så det är användbart för vissa medicinska implantat, för flygindustrin, etc.
- stål: Denna järn-kol-legering är mycket billig, ännu mer än rostfritt stål. Den ger inte samma korrosionsbeständighet, men har liknande egenskaper i andra avseenden. Bland de mest använda typerna för CNC-bearbetning är:
- 4140 stål: ett stål med lägre kolhalt, men legerat med mangan, krom och molybden. Den utmärker sig för sin höga motståndskraft mot utmattning, seghet och motståndskraft mot stötar. Av denna anledning är den mycket attraktiv för många industriella tillämpningar, såsom byggsektorn.
- Titan: det är en mycket dyr metall, men den har utmärkta egenskaper, såsom dess låga värmeledningsförmåga, dess höga motstånd och dess lätthet, även om den inte tillåter bearbetning lika lätt som de tidigare. Till exempel:
- Ti6AI4V klass 5: Denna legering har ett utmärkt förhållande mellan styrka och vikt, god motståndskraft mot kemikalier och temperatur. Det är därför den används för applikationer som utsätts för extrema förhållanden, medicinska implantat, inom flygsektorn och i avancerade eller motorsportfordon.
- mässing: Denna koppar- och zinklegering möjliggör mycket enkel bearbetning, även om det inte är en av de billigaste metallerna. Den har medelhårdhet och hög draghållfasthet, vilket gör den bra för elektriska, medicinska och fordonsapplikationer.
- Koppar: det är en metall som tillåter utmärkt bearbetning, men har en hög kostnad. Dess egenskaper gör den fantastisk för den elektriska, elektroniska och termiska industrin, eftersom den är en fantastisk elektrisk och termisk ledare. Till exempel kan elektriskt ledande delar eller kylflänsar tillverkas, vilket var fallet med aluminium.
- magnesium: Det är en av de lättaste metallerna att bearbeta på grund av dess mekaniska egenskaper. Den har också hög värmeledningsförmåga och är lätt (35 % lättare än aluminium), vilket gör den perfekt för bil- och flygdelar. Den största nackdelen är att det är en brandfarlig metall, så damm, spån etc. kan antändas och orsaka bränder. Magnesium kan förbrännas under vatten, CO2 och kväve. Ett exempel som används för CNC är:
- AZ31: utmärkt för bearbetning och flyg- och rymdkvalitet.
- andra: Naturligtvis finns det många andra rena metaller och legeringar som kan CNC-bearbetas, även om dessa är de mest populära.
Under CAD-designprocessen för dessa metalldelar måste egenskaperna hos dessa metaller beaktas. Dessutom måste CNC-maskinerna för att arbeta med dem ha lämpliga verktyg och den nödvändiga kraften för att göra det. Å andra sidan, när man bearbetar en metall med CNC vissa faktorer måste beaktas: avsedd användning/nödvändiga egenskaper och totalkostnad (materialkostnad + bearbetningskostnad). Å andra sidan är målet för många CNC-maskiner att producera en stor mängd delar till lägsta möjliga kostnad och på kortast möjliga tid. Ju lättare metallen är att bearbeta, desto mindre tid och kostnad kommer det att ta, även om detta också beror på delens komplexitet.
Till sist vill jag betona att det också är viktigt efterbehandling och efterbearbetning som kan ges till metaller efter CNC-bearbetning. Till exempel kommer vissa delar att behöva poleras för att ta bort märken från CNC-verktyg, ta bort grader efter kapning, ytbehandlingar (galvaniserade, målade,...) för att förhindra korrosion eller av estetiska skäl, etc.
CNC-maskin för trä
Det finns en mycket trä tillgängliga på marknaden, inklusive spånskivor, MDF, plywood, etc. Trä i allmänhet tillåter ganska enkel bearbetning, så det används ofta för fräsning, skärning och svarvning. Dessutom är det ett relativt billigt material, och rikligt. Å andra sidan är det vanligtvis ett av de mest använda materialen även för inhemska CNC-maskiner som används av vissa tillverkare och gör-det-själv-entusiaster.
några exempel på trä att arbeta med CNC är:
- hårda träslag: de är vanligtvis exotiska träslag med stor hållbarhet och kvalitet. De är dyra, men deras täta ådring gör dem mycket motståndskraftiga för många applikationer. Dessa behöver styvare och hårdare verktyg för att arbeta och kan ta längre tid. De kan dock vara bättre än mjuka när det kommer till komplexa sniderier eller intrikata former. Några vanliga exempel är:
- Fresno: Ljusfärgat, kraftigt trä med utmärkta mekaniska egenskaper som styvhet och hårdhet. Kan användas till stolar, bord, hockeyklubbor, basebollträn, tennisracketar etc.
- Haya: liknar den föregående när det gäller motstånd, men den är mer flexibel. Därför kan du bygga möbler med böjda former utan att splittras. Eftersom den är luktfri kan den även användas till skedar, tallrikar, glas, skärbrädor etc. Naturligtvis rekommenderas inte detta trä för snidning.
- Abedul: den är mycket hård, liknar ek eller valnöt. Dess färg är klar, den bucklas inte lätt, den har bra styrka och håller skruvar bra. Därför kan den användas för förstärkning av möbelstrukturer.
- Körsbär: Den har en ljus rödbrun färg, god styrka, är inte lätt deformerad, lätt att skära och är hård. Därför kan den användas för snidade ornament, möbler, musikinstrument etc. Men försiktighet måste iakttas när du arbetar med trubbiga verktyg, eftersom de kan skapa brännmärken på grund av friktion.
- Olmo: Ljus till medium rödbrun, hög hårdhet och utmärkt för skärbrädor, möbler, dekorativa paneler, hockeyslagträn och -klubbor, etc. Naturligtvis kan den skadas om en spindel med låg effekt används för att skära den av dess fibrer.
- Mahogny: Den är mycket populär för sitt utseende och soliditet, med en djupt rödbrun nyans. Den är mycket motståndskraftig mot vattenskador och är lämplig för att bygga båtar, kalkar, möbler, musikinstrument, golv (parkett) etc.
- Arce: det är en av de hårdaste och mest hållbara, och behöver inte för mycket behandling efter bearbetning. Idealisk för skrivbord, arbetsbord, golv, skärbrädor för slaktare och andra instrument som behöver tåla "tuff behandling".
- Roble: ett trä som är motståndskraftigt mot brott, motståndskraftigt mot fukt och väder, och tungt, samt intressant ur estetisk synvinkel. Det är därför den kan användas för utemöbler, skeppsbyggnad, etc. På grund av dess tvärkorniga egenskaper, kommer du att vilja göra ytliga passeringar för dess snitt, och bättre använda hårdmetallspetsar.
- valnöt: Det är ett dyrt trä, med en stark brun färg. Men den är stöttålig, den är hård, den brinner inte lätt under bearbetning, även om grunda pass bör göras för att skären ska undvikas. Användningsområdena för detta material kan vara från vapenlager, till skulpturer och reliefsniderier, genom svarvade skålar, möbler och musikinstrument.
- Mjuka träslag: De är ett bra val för nybörjare eller typer av CNC-maskiner som inte är för kraftfulla. Eftersom de dessutom är billigare och lättare att hitta kan de rekommenderas för billiga snickerier. De har till och med en annan positiv aspekt, och det är att de inte orsakar så mycket slitage på verktygen. De har dock inte samma egenskaper som de hårda. Några vanliga exempel är:
- Cedro: Den har en behaglig arom, och en ganska fin rödbrun ton, med knutar som kan försvåra fräsning. Den är väderbeständig, så du kommer att kunna göra utemöbler, båtar, staket, stolpar, etc. Brinner inte lätt vid låga bearbetningshastigheter som hårda.
- cypress: den har bra motståndskraft mot nedbrytning, den är mjuk, lätt att arbeta med, även om den har kvistar som kan göra det svårt att arbeta med stora block. Den kan användas för skåp, möbler, fönster, inredning och paneler.
- abeto: lättbearbetat trä, med ett konsekvent mönster, mjukt och hållbart. Trots att den inte hör till lövträden kan den även användas till golv.
- Pino: Det är ett billigt trä, med en blek färg och lätt vikt. Håller formen bra och krymper inte för mycket. Det är svårt nog att göra carvingbearbetning svår. Klipplängder bör reduceras för att förhindra flisning, och högre spindelhastigheter bör användas för att förhindra skador.
- Redwood: trä med en röd nyans, mycket motståndskraftig mot förfall och solljus. Den är lätt att bearbeta och resultatet blir väldigt smidigt. Det kan vara ett bra val för att snida, skapa intrikata detaljer eller för föremål som ska stå utomhus. Naturligtvis måste mycket vassa verktyg användas för att undvika flisning och rivning.
- abeto: Det är ett av de hårdaste inom spektrumet av barrträd. Den är lätt, men känslig för förfall. Det är lätt att arbeta med och det är prisvärt. Det kan vara bra som paneler, musikinstrument, möbler mm.
- MDF: Denna akronym hänvisar till fiberskivor med medeldensitet, en typ av konstruerat (konstgjort) trä som används för möbler, dörrar, etc. Den är väldigt billig då den är gjord av hårt och mjukt träavfall kombinerat med vax och hartser. Den är tätare än plywood och fungerar lätt, utan att flisa eller gå sönder lätt (matnings- och spindelhastigheterna måste vara tillräckliga, eftersom de värms upp ganska snabbt och kan brännas), och kommer att ha en jämn finish. Den kan dock ha bättre motstånd i en riktning än en annan, något som inte är positivt för delar som måste vara robusta eller för strukturer. En annan viktig detalj är estetiken, eftersom den inte erbjuder fibrerna av naturligt trä, så det kräver målning eller användning av dekorativa ark. Som en försiktighetsåtgärd, säg att de fina partiklarna som andas in under processerna med MDF är skadliga för hälsan, eftersom det inte bara är trä. Bära en mask.
- Plywood: Den är gjord av flera tunna skivor av trä som limmas ihop. Den väger mindre än andra massiva träslag och kan vara lämplig för hängande skåp och andra billiga och billiga föremål. Du måste vidta försiktighetsåtgärder när du arbetar med den med alla typer av CNC-maskiner, eftersom den tenderar att flisas
Du borde också överväga andra aspekter viktigt när du väljer rätt trä för ditt projekt:
- Kornstorlek: fin ådring tillhör barrträd, grov ådring till lövträd. Den finkorniga är lättare att fräsa, men den grovkorniga ger större jämnhet och bättre finish.
- fukthalt: Försvårar träets flexibilitet och hållbarhet, såväl som finishen under snidning och matningshastigheterna du kan uppnå. Den idealiska för snidning är trä mellan 6-8% luftfuktighet. Fuktigheten kommer också att avgöra temperaturen på verktyget under processen, och för varje 1% luftfuktighet som går upp kommer temperaturen att öka med cirka 21ºC. Låg luftfuktighet kan också göra att ytan slits sönder och för mycket luftfuktighet kan orsaka mer suddiga ytor.
- Knutar: det här är områden där grenarna går samman med stammen, och de har vanligtvis fibrer åt olika håll och är hårdare och mörkare. När du arbetar med en CNC-maskin kan den plötsliga förändringen i hårdhet orsaka stötbelastning, så du bör använda korrekta parametrar eller använda riktningar som undviker dessa knutar.
- förskottsränta: är matningshastigheten med vilken verktyget passerar över detaljytan. Om det är för lågt kan det orsaka brännskador på träets yta, och om det är för högt kan det orsaka splitter. De flesta maskinmodeller har vanligtvis olika inställningar för att fungera med flera material, andra måste du justera dem manuellt.
- verktygObs: Förutom att välja CNC-maskiner med spindlar klassade på minst 1 till 1.5 hk (0.75 till 1.11 kW) för att uppnå korrekta bearbetningshastigheter för trä, är verktyget som används (och utbyte när det är slitet eller matt) också viktigt:
- stigande snitt: De tar bort spån i riktning uppåt och kan slita sönder den övre kanten av arbetsstycket.
- nedåtskärning: De trycker ner det avskurna träet, vilket ger en slät överkant, men kan orsaka rivning i underkanten.
- rakt snitt: De är inte i vinkel mot skärytan, så de erbjuder en balans mellan de två föregående. Tvärtom, de har att hastigheten för borttagning av materialet inte är lika snabb och de tenderar att värmas upp mer.
- kompression: Det är ett slags verktyg som har en längd på några millimeter och som kan skära upp eller ner genom att styra skärdjupet. Detta möjliggör en jämn över- och underkantsfinish.
Andra material
Naturligtvis finns det CNC-maskiner som kan arbeta med flera material genom att byta ut verktygen. Även andra typer av CNC-maskiner bortom trä och metall. Några andra exempel på material som är lämpliga för CNC är:
- Nylon: En termoplastisk polymer med låg friktion som i vissa fall kan användas som ett alternativ till metall. Det är ett styvt, starkt, slagtåligt material med god kemikaliebeständighet och förvånansvärt elastiskt. Den kan användas för tankar, elektroniska delar, växlar, etc.
- skum: ett material som kan ha olika styvhetsvärden och är mycket lätt och hållbart.
- annan plast: såsom POM, PMMA, akryl, ABS, polykarbonat eller PC, och polypropen eller PP, polyuretan, PVC, gummi, vinyl, gummi...
- keramik och glas: aluminiumoxid, SiO2, härdat glas, lera, fältspat, porslin, stengods, etc.
- fibrer: glasfiber, kolfiber...
- multimaterial: ACM eller sandwichpaneler.
- Papper och kartong
- marmor, granit, sten, kisel, ...
- Läder och andra tyger
Enligt deras yxor
Typerna av CNC-maskiner enligt deras axlar kommer att bestämma antalet grader av rörelsefrihet och bitarnas komplexitet som kan fungera De mest framträdande är:
3-axlig CNC-maskin
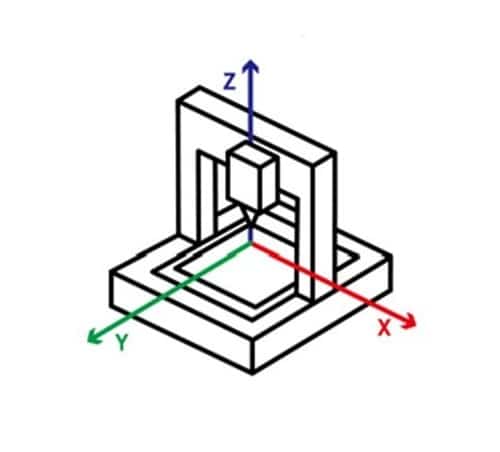
bearbetning 3 axel, eller 3-axliga CNC-maskiner, gör att arbetsverktyget kan arbeta i tre dimensioner eller riktningar som kallas X, Y och Z. Dessa typer av maskiner används ofta för bearbetning av 2D-, 2.5D- och 3D-geometri. Många av de billiga CNC-maskinerna har vanligtvis denna axelkonfiguration, och även många industriella, eftersom det är en av de vanligaste konfigurationerna.
- X- och Y-axeln: dessa två axlar kommer att arbeta delen horisontellt.
- Z -axeln: Tillåter verktyget vertikala frihetsgrader.
3-axlig CNC-bearbetning var en utveckling från roterande svarvning. De del kommer att inta en stationär position medan skärverktyget rör sig längs dessa tre axlar. Idealisk för delar utan intrikata detaljer eller djup.
4-axlig CNC-maskin
cnc-maskiner 4 axel de liknar de tidigare, men en extra axel läggs till för att rotera delen. Den fjärde axeln kallas axel A och kommer att rotera medan maskinen inte bearbetar materialet. När delen är i rätt position, ansätts en broms på den axeln och XYZ-axlarna fortsätter att bearbeta delen. Det finns några maskiner som gör att XYZA kan flyttas samtidigt, och de är kända som CNC-maskiner för kontinuerlig bearbetning.
Dessa typer av CNC-maskiner kan skapa en större detaljgrad än de tidigare, och kan vara lämpliga för delar med håligheter, bågar, cylindrar, etc.. Dessa typer av maskiner har vanligtvis två problem, som att snäckväxeln slits om den används intensivt, och det kan finnas glapp i axeln som kan påverka maskinens precision eller tillförlitlighet på grund av vibrationer.
5-axlig CNC-maskin
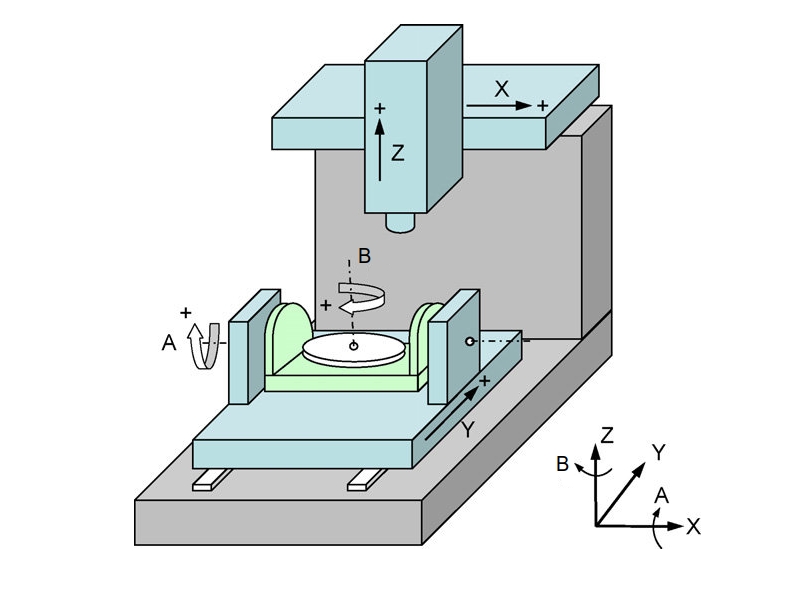
en cnc-maskin 5 axel den är baserad på ett verktyg med 5 frihetsgrader eller olika riktningar. Förutom X, Y och Z måste du lägga till rotationen med A-axeln som i de fyra axlarna, och ytterligare en extra axel som kallas B-axeln. Detta säkerställer att verktygen kan närma sig delen i alla riktningar i en enda drift, utan att manuellt behöva flytta om delen mellan operationerna. De a- och b-axeln de är avsedda att föra arbetsstycket närmare verktyget som kommer att röra sig i XYZ.
Dessa typer av maskiner introducerades på XNUMX-talet, vilket tillåter högre grad av komplexitet och hög precision. De används ofta i medicinska tillämpningar, forskning och utveckling, arkitektur, militärindustri, inom fordonssektorn, etc. Den största nackdelen är att CAD/CAM-design kan vara komplicerad, plus att de ofta är dyra maskiner och kräver mycket skickliga operatörer.
Övriga (upp till 12 axlar)

Källa: www.engineering.com
Förutom 3, 4 och 5 axlar finns det typer av CNC maskiner med fler axlar, till och med upp till 12. Dessa är mer avancerade och dyra maskiner, även om de inte är lika vanliga. Några exempel är:
- 7 axel: Låter dig skapa långa, tunna delar med mycket detaljer. I dessa typer av CNC-maskiner har vi axlarna för höger-vänster, upp-ned, bakåt-framåt, verktygsrotation, arbetsstyckesrotation, verktygshuvudrotation och arbetsklämmans rörelse.
- 9 axel: Denna typ kombinerar en svarv med 5-axlig bearbetning. Resultatet är att du kan svarva och fräsa längs flera plan med en enda uppsättning och med stor precision. Dessutom behöver den inte sekundära tillbehör eller manuell laddning.
- 12 axel: de har två VMC- och HMC-huvuden, var och en av dem tillåter rörelser i axlarna X, Y, Z, A, B och C. Dessa typer av maskiner erbjuder förbättrad produktivitet och precision.
Beroende på verktyget
Beroende på verktyget som monterar CNC-maskinen kan vi skilja mellan:
- bara ett verktyg: är de som bara monterar ett enda verktyg, vare sig det är en borr, en fräs, ett blad, etc. Vissa av dessa maskiner kan bara utföra en typ av uppgift och kan inte bytas ut mot en annan. Andra är det möjligt att byta verktyg, men det måste göras manuellt.
- automatiskt multiverktyg: de har ett huvud med flera verktyg, och de kan själva byta från ett till ett annat automatiskt efter behov.
Vad är en CNC-router eller CNC-router
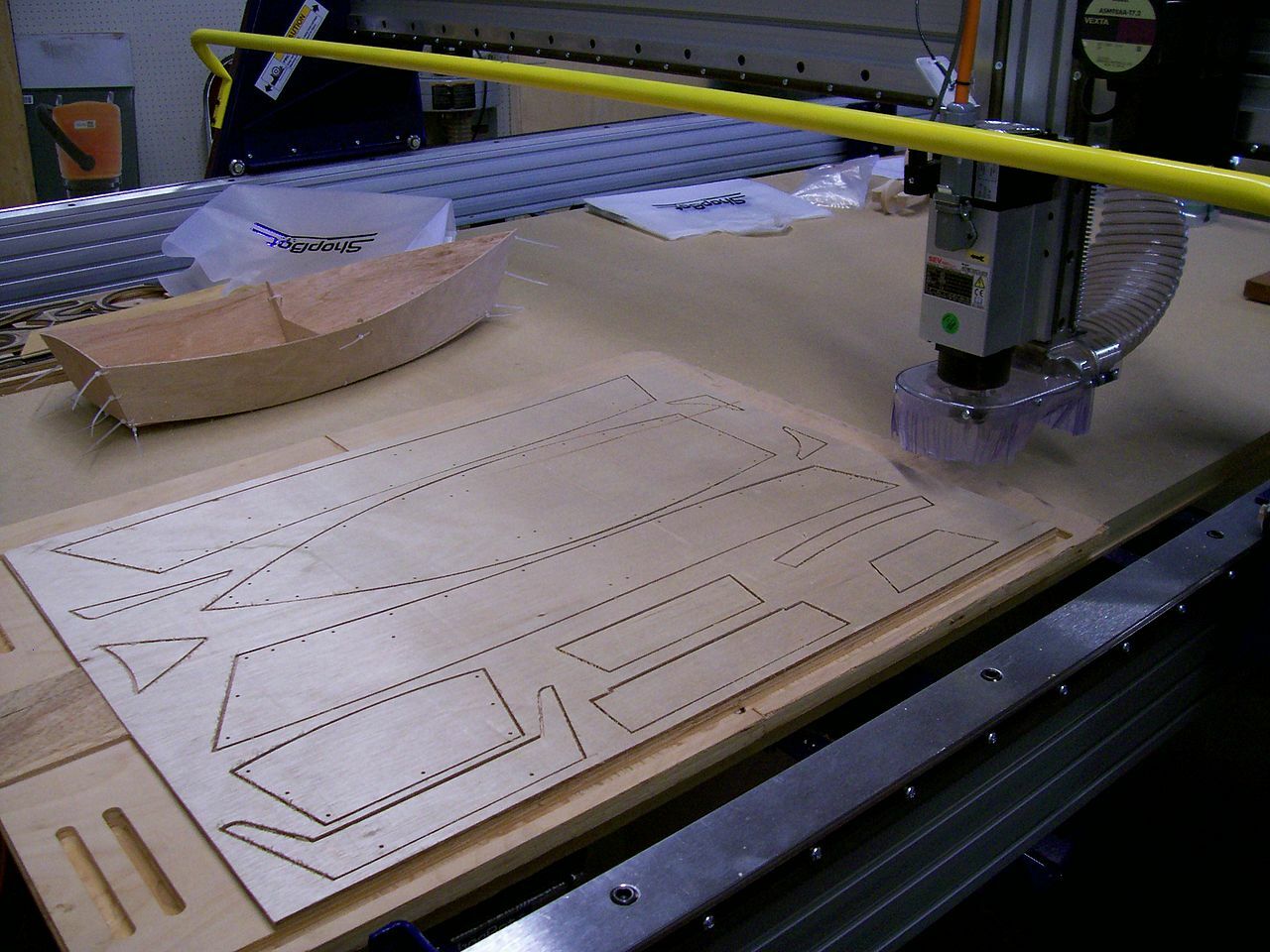
Un router eller cnc-router använder ett verktygshuvud som liknar CNC-fräsmaskiner. De har dock vissa skillnader från dessa. Detta skapar ibland stor förvirring, och många förväxlar dem med själva CNC-skärmaskinerna, eller använder termen som en synonym för CNC-fräsning.
Skillnader med andra CNC-maskiner
En CNC-router fungerar mycket säkert.liknande en CNC-maskin som en svarv eller fräsmaskin. Routers används ofta för dörrtillverkning inom bland annat träbearbetningsindustrin. De kan göra en mängd saker, från snidning av dörren, dekoration av panelerna, gravyrer som skyltar, lister, skåp, etc. Några av de mest anmärkningsvärda skillnaderna med fräsmaskiner är:
- En router är perfekt för att skapa profiler och ark i hög hastighet. Detta är en annan viktig skillnad, eftersom CNC-fräsmaskiner inte är designade för att arbeta så snabbt.
- I allmänhet används CNC-fräsmaskiner för att fräsa/skära hårdare material (titan, stål,...), och CNC-fräsar för mjukare material (trä, skum, plast,...).
- CNC-routrar är vanligtvis mindre exakta än CNC-fräsmaskiner, men gör att du kan skapa fler delar på kortare tid.
- En CNC-fräsmaskin är betydligt billigare än en fräs. Vissa avancerade fräsmaskiner kan kosta runt 2000 10.000 euro, medan en CNC-fräs av samma kvalitet skulle kosta runt XNUMX XNUMX euro.
- CNC-överfräsar används ofta för att bearbeta och skära stora delar (dörrar, plåtar,...).
- När det gäller skillnaden mellan skärning av CNC-fräs och skärning med en annan typ av CNC-skärmaskin, så är det faktum att överfräsen använder verktygets rotationshastighet för att göra snittet.
- Ett problem med fräsen för skärning är att den kommer att slösa mer ytarea än andra typer av skärning, eftersom hela diametern på borrkronan eller fräsen kommer att gå förlorad.
- En CNC-router gör det enkelt att skära i 3D.
Å andra sidan har den också gjort det vissa likheter, såsom fräsar som används som verktyg, som även kan hittas med flera axlar, för olika material (skum, trä, plast,...), etc.
Typer av verktyg för CNC-maskiner

Källa: Fiktiv
Det finns också olika typer av verktyg för CNC som kan monteras på arbetshuvudena. Vilken typ av bearbetning som CNC-maskinen kan utföra kommer att bero på dem, såväl som djup, aktionsradie, arbetshastighet, etc. Några av de viktigaste är:


- Ansikte eller skal jordgubbe: Det är ganska vanligt, och de är bra för att ta bort material från ett brett område. Till exempel för den första grovbearbetningen av en del.

- platt pinnfräs: ett annat standardverktyg som kan ses i olika storlekar (diametrar), och som kan användas för att bearbeta sidorna och toppen av ett stycke, samt skära. Den kan också användas för att borra håligheter.

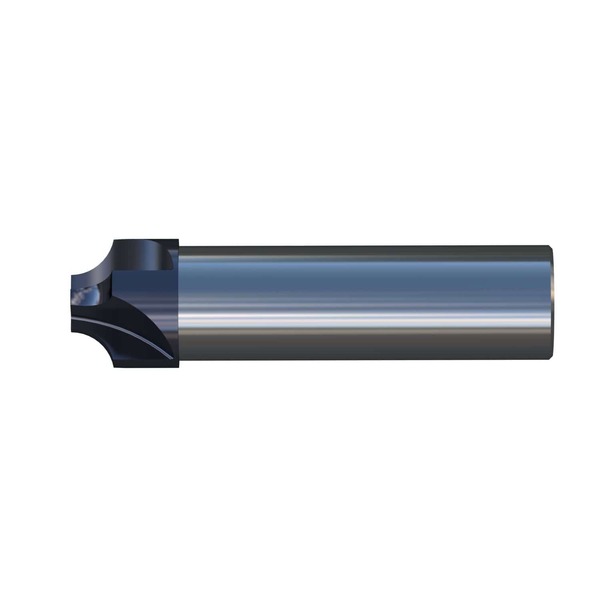
- Rund pinnfräs: det är en annan typ av skärare med en rundad spets, liknande den tidigare, men med en något rundad kant, för vissa typer av gravyrer.

- boll bur: Den är helt rund i spetsen, liknar den runda änden, men med en mer perfekt form. Den är idealisk för 3D-konturerade ytor och lämnar inte skarpa hörn som fyrkantiga ändar.

- Borrbit: De är samma som borrar, ett verktyg för att borra, göra gängade hål, precisionsjusteringar osv. Dessa borstar kan ha många olika storlekar.

- Män: om du känner till formarna, för att göra trådar på den yttre ytan av en bit, gör hanarna samma sak men inuti. Det vill säga, medan formarna kan användas för att skapa en skruv, kan kranarna skapa muttrar.

- fasfräs: den liknar planfräsen, men den är vanligtvis kortare och något skarpare (de har en vinklad spets, beroende på önskad fas, 30º, 45º, 60º, etc.). Denna typ av fräs används för att skapa avfasningar i hörnen. Den kan även användas för att bearbeta försänkningar.

- tandade blad: det är en typ av skärare i form av en skärskiva som kan användas för att göra underskärningar eller spår, även T-formade skåror som passerar genom stycket.

- Längsgående såg: Den liknar den tidigare, men den har en skillnad, och det är att skivan vanligtvis är tunnare för att skära djupa spår eller dela bitar. De har också vanligtvis en större diameter.

- Brotsch: är en typ av verktyg som används för att vidga befintliga hål för att ge dem en exakt diameter. Dessutom lämnar de en bra finish och har bättre tolerans än borr.

- flugskärare: Det är en typ av fräs som endast har ett skärblad monterat på en stång. Den stången kan flyttas för att skapa en större eller mindre skärdiameter.
- Extern radie fräs: är ett annat specialverktyg för att lägga till en radie på en ytterkant.

- gravyrverktyg: De används för att gravera bilder, text eller konturer på ytan av en del.

- försänkningsverktyg: används för försänkning eller för fasning.

- laxstjärtskärare: det är ett verktyg med en något speciell form och som kan göra en underskärning i ett material.
CNC-kontrollparametrar
Slutligen är det också viktigt ckänna till bearbetningsparametrarna som stör kontrollen av dessa CNC-maskiner. Om du vill utföra beräkningar bör du veta att det finns många resurser som kan hjälpa dig, från appar för mobila enheter, till mjukvara för PC, genom vissa onlineräknare. Några exempel som du kan använda för korrekta inställningar av dina CNC-verktyg är:
- Appar för Android och iOS mobila enheter:
- Webbaserade miniräknare online:
- CNC-programvara för PC:
Viktiga bearbetningsparametrar
Beträffande parametrarna du bör känna till när man styr en CNC-maskin är:
| Parameter | Definition | Enheter |
| n | Antal varv, det vill säga varven per minut under bearbetningsprocessen. I professionella maskiner är det vanligtvis mellan 6000 och 24000 RPM. Det beräknas med formeln:
n = (Vc 1000) / (π D) |
RPM |
| D | Skärdiameter, det vill säga den största diametern på verktyget som är i kontakt med delen vid skärningsögonblicket. | mm |
| Vc | Skärhastighet. Det är hastigheten med vilken maskinen (svarv, borr, fräsning...) skär spånan under bearbetning (ju högre D, högre Vc). Det beräknas med formeln:
vc = (π D n) / 1000 Den maximala hastighet som anges av verktygstillverkaren får inte överskridas. Förutom:
Till exempel, beroende på materialet kan det vara:
|
m / min
(VEM) |
| Fz | Matning per tand eller Chip Load (även känd som cl eller Chip Load). Det vill säga att det är mängden eller tjockleken på materialet som startar varje tand, kant eller läpp på verktyget.
För att beräkna Fz kan du använda formeln: Fz = Vf / (z n) Och om du vill beräkna matningen per varv: F = Fz z |
mm |
| Vf | Fart framåt. Det är den längd som verktyget färdats på delen per tidsenhet. Formeln är:
Vf = Fn Matningshastigheten bör styras till:
|
mm / min
(om/min) |
| Z | Antal tänder på skäraren eller verktyget. | - |
| ap |
Skärdjup, axiellt djup eller passdjup (kan också visas som wc). Det hänvisar till det djup som verktyget uppnår med varje pass. Ett grundare djup kommer att tvinga fram fler pass.
Det beror på den maximala klipphöjden (LC eller I), skärets diameter (S eller D). Och den kan styras, till exempel för att fördubbla skärdjupet måste du minska spånbelastningen med 25%. |
mm |
| ae | Skärbredd eller radiellt skärdjup. Liknande ovan. | mm |
Dessa är valores som du kan få från CNC-maskintillverkarens manual, programvara eller räknare för att justera parametrarna för typen av bearbetning (enligt gränserna för modellen och tekniska egenskaper), själva verktygets material (de kan gå sönder , böj , överhettning,... om de inte är lämpliga), och materialet som används (det kan generera dålig bearbetning, defekter i detaljen,...). Och alla dessa parametrar ingår också i G-koden, såsom S-kommandon för att ändra RPM, hastighet framåt med G-Code F-kommandon, etc.
Tillverkarinformation
Tillverkare av CNC-maskiner tillhandahåller data om skärhastighet, spånbelastning etc., allt finns vanligtvis i manualen som följde med maskinen, i den digitala versionen av manualen som du kan hitta på den officiella webbplatsen för CNC-maskinens märke. , eller också dina datablad. Se till att det är för din specifika modell, eftersom det kan variera mellan modeller, trots att det kommer från samma maskin.
Från dessa data är det möjligt att beräkningar manuellt, med hjälp av formlerna i tabellen ovan, eller med hjälp av onlineräknare, appar eller programvara. Om du inte har tillverkarens data har du flera alternativ:
- Använd erfarenhet för att vägleda dig, börja alltid med mer konservativa parametervärden för att inte tvinga. Det vill säga ett slags försök och misstag. I guilden brukar det kallas för lyssna och mäta metoden, det vill säga att kontrollera att maskinen gör jobbet ordentligt när det gäller skärning och finbearbetning, och justera parametrarna för att göra nödvändiga korrigeringar.
- Använd manualen eller värdetabellen från en annan tillverkare som har liknande egenskaper (D, antal tänder, material,...).
mer information
- CNC-maskiner: guide till numerisk styrning
- Hur en CNC-maskin fungerar och applikationer
- Prototyper och CNC-design
- CNC svarvar typer och egenskaper
- Typer av CNC-fräsmaskiner
- Typer av CNC-router och CNC-skärning
- Typer av lasergravering
- Andra CNC-maskiner: borrning, Pick & Place, svetsning med mera
- Hur kan en CNC-maskin hjälpa till i företaget
- Köpguide: Hur man väljer den bästa CNC-maskinen
- Underhåll av CNC-maskiner
- Definitiv guide om plottrar: vad är en plotter och vad är den till för
- De bästa CNC-maskinerna för fritid och professionell användning
- De bästa utskriftsplotrarna
- De bästa skärplotterna
- De bästa förbrukningsvarorna för krukmakare: patroner, papper, vinyl och reservdelar