
Las impresoras 3D tienen problemas y averías como cualquier otro equipo, por eso deberías conocer cómo realizar un mantenimiento adecuado para retrasar la aparición de problemas, así como saber las posibles soluciones a las averías y las piezas de repuestos para impresoras 3D que tienes a tu alcance para sustituir el elemento dañado cuando sea necesario. Todo eso aprenderás con esta guía definitiva.



Los mejores repuestos para impresoras 3D
Aquí tienes algunas recomendaciones de piezas de repuestos para impresoras 3D para orientarte, aunque no todas son compatibles con cualquier modelo de impresora 3D:
Soportes / placa de carro



Cama



Hoja PEI para mejorar la adherencia y la extracción de la pieza



Nivelación



Placa base de impresión



Pasta térmica



Extrusor o hotend



Boquillas



Tubo PTFE



Conector neumático


Fuente de alimentación para impresora 3D



Motor


Correa dentada



Poleas



Rodamiento o cojinete



Disipador de calor



Ventilador



Lámina FEP



Lubricante



Termistor



Pantalla LCD



Lámpara de exposición UV



Tanque de resina



Accesorios adicionales y herramientas
Kit de talador de boquillas para atoros
Puntas para desatoros en la boquilla de extrusión, eliminando obstáculos o posibles coágulos de filamento solidificado que puedan estar bloqueando la salida.



Kit de herramientas de extración y limpieza
Conjunto de herramientas que te ayudarán a las tareas de limpieza, extracción de piezas, y reparación de tu impresora 3D.


Kit de embudos y filtros para resina
Kit de embudos y filtros para verter la resina y eliminar partículas sólidas. Te ayudarán tanto a ponerla en los depósitos de la impresora como a devolverla al bote si la quieres conservar.



Almacenamiento de filamentos seco y seguro
Puedes encontrar bolsas de vacío para almacenar los filamentos sin humedad ni polvo cuando tienes varios carretes y no los vas a usar en un tiempo prolongado. En el caso de la resina, la mejor forma de conservarla es en su propio bote.



Por otro lado, la humedad puede afectar a los filamentos de impresión 3D. Por eso se venden cajas secadoras que recuperarán la buena «salud» de tus filamentos, salvando así un filamento húmedo.



Mantenimiento de impresoras 3D
-

- Calibración. Autor: Stemfie3D

-
- Calibración. Autor: paulo@kiefe.com

-
- Calibración. Autor: Stemfie3D

-
- Calibración. Autor: Stemfie3D

-
- Lubricación. Autor: paulo@kiefe.com

-
- Calibración. Autor: Stemfie3D

-

- Calibración. Autor: paulo@kiefe.com
-

- Pieza fallida por una mala calibración y puesta a punto

Siempre es mejor prevenir que reparar. Por eso es tan importante realizar un buen mantenimiento de los equipos de impresión 3D. Con un mantenimiento adecuado se podría retrasar la rotura de piezas y su deterioro, además de prevenir algunos problemas. En definitiva, el esfuerzo para mantener una impresora 3D se traducirá en una mayor productividad, y un ahorro económico a la larga.
Nivelación o Calibración de la cama
Mantener la cama bien ajustada es algo prioritario. Debería hacerse de forma periódica. Algunas impresoras 3D incluyen nivelación automática o semiautomática (desde el menú de control de la propia impresora), por lo que te evitará hacerlo manualmente. Pero en los casos en los que no se incluya, deberás calibrarla manualmente para evitar problemas de pandeo, primeras capas irregulares, o mala adhesión.
Es importante que antes de la nivelación te asegures de que la superficie de la cama está bien limpia, y siempre que puedas es mejor realizar la nivelación en caliente. De esa forma, estará a la temperatura de impresión y evitarás que se pueda desajustar por la dilatación de los materiales. Aunque, por lo general, no notarás demasiada diferencia entre el calibrado en frío o en caliente.
Para la nivelación manual deberás usar las ruedas o tornillos de ajuste que suelen traer las impresoras en la base. Tan solo es necesario moverlos para un lado o para otro para subir o bajar las esquinas y dejarla a nivel. Ten en cuenta que deberías tomar como referencia 5 puntos, las cuatro esquinas y el centro. Y si, por ejemplo, las capas son de 0.2 mm, la distancia entre la boquilla del extrusor y la cama en todos los puntos debería de ser entre 0.1 y 0.2 mm.
Algunos usuarios usan un truco para la nivelación, y es poner la impresora a imprimir un objeto y bajar al máximo la velocidad mientras imprime la primera capa. Y durante el proceso, van comprobando los espesores desiguales de la capa y nivelando la cama manualmente hasta dejarla nivelada.
Recuerda nivelar la cama al menos una vez tras una actualización de hardware, en la primera puesta en marcha, al usar materiales de alta contracción como el nailon o el policarbonato, o cuando instalas láminas PEI.
Calibrado de los ejes
Esto también se puede hacer mediante algunas funciones de la propia impresora de forma más fácil, o manualmente. A veces, un mal calibrado no es solo cuestión de ajustes, sino de ejes XYZ con problemas o desgaste, por lo que necesitarán sustitución. Para comprobar el calibrado, puedes descargar un cubo de calibración e imprimirlo para ver los resultados.
Mantener una buena adhesión
La primera capa afectan al resto de la pieza que se está imprimiendo. Además, si no hay una buena adhesión se pueden desprender o mover durante la impresión, dando lugar a deformaciones (especialmente en materiales como ABS). Por eso, la superficie debe estar lo más limpia posible:
- Elimina el polvo, los aceites orgánicos de nuestra piel cuando tocamos la cama, y la suciedad acumulada con un trapo de microfibra o algodón. Puedes usar alcohol de limpieza como el IPA para camas que sean de vidrio.
- Si usas adhesivos o cintas para mejorar la adherencia de la cama, es posible que queden restos de pegamento que debas raspar y lavar con jabón y agua en un fregadero (retirando la cama de la impresora 3D). Además, deberías reemplazar el adhesivo si hay desperfectos que puedan afectar a la primera capa.
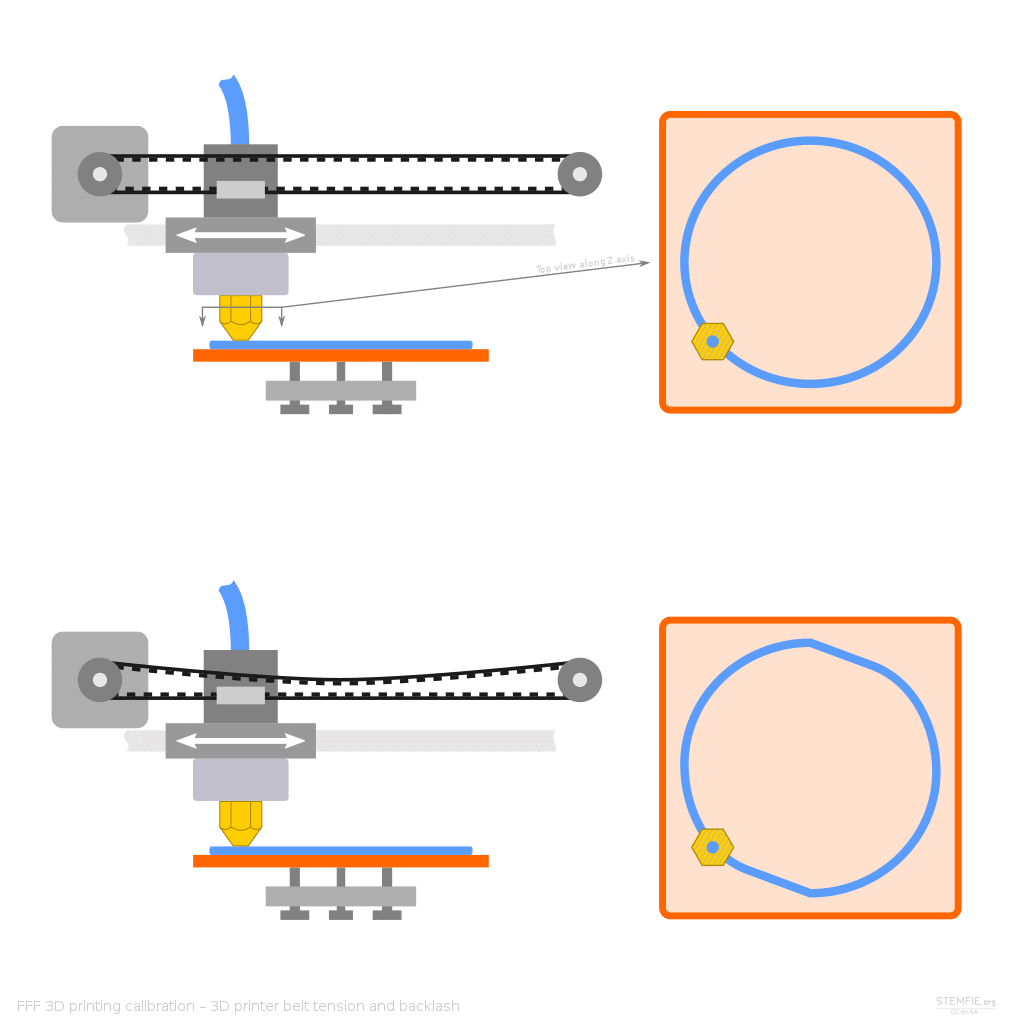
Ajuste de la tensión de las correas dentadas
Muchas impresoras 3D domésticas emplean correas dentadas en al menos 2 ejes. Estas correas son ligeras y permiten un movimiento eficiente. Sin embargo, para que ese movimiento sea el óptimo necesitan tensarse de vez en cuando para evitar problemas:
- Flojas: cuando está demasiado floja se puede deteriorar y desgastar los dientes, además de que no responderá de forma tan rápida a cambios repentinos de velocidad y dirección, lo que afecta a la calidad de la pieza.
- Alta tensión: hará que pueda romperse (aunque muchas están hechas de caucho y reforzadas con fibra de vidrio o acero) o que fuerce otras piezas, como los rodamientos o poleas, además de forzar más a los motores. Y esto también puede generar defectos en las capas, dimensiones inexactas, etc.
Para tensarlas adecuadamente, sigue el manual de tu modelo concreto. Generalmente tienen un tensor de correa incorporado que es muy sencillo de usar. Tan solo tendrás que ajustar un tornillo para ello, disponiendo de uno en cada correa que tenga.
Engrasado
Es muy importante que no uses productos como los 3 en 1, tipo WD-40 y similares, ya que esto no solo no lubricará adecuadamente tu impresora, sino que además podría eliminar el lubricante que le quede.
Existen muchos tipos de grasas y lubricantes diferentes, asegúrate de que es la que recomienda el fabricante de tu impresora 3D, ya que puede haber algunas mejores que otras. Algunas de las más populares suelen emplear grasas de litio blanco, lubricantes secos como algunos basados en silicona o teflón, etc.
El proceso de lubricación o engrasado se debería aplicar a las partes móviles que lo necesitan, evitando así sobrecalentamiento de los motores por fricción, imperfecciones superficiales en la impresión, o ruidos:
- Barras con cojinetes o rodamientos lineales
- Rieles o carriles
- Patines del carro
- Tornillos del eje Z
Si has estado mucho tiempo sin lubricar sus componentes, es probable que debas sustituir algunas piezas porque no estarán en perfectas condiciones.
Limpieza de la boquilla
Es una de las partes más importantes y, pese a eso, se suele descuidar hasta que se obstruye. La boquilla del extrusor también se debe limpiar antes de comenzar con la impresión. Así se eliminarán restos de filamento sólido que hayan quedado pegados y que puedan afectar a la futura impresión. Para ello puedes usar algún kit de limpieza de boquillas o filamento de limpieza.
Algunas recomendaciones son:
- También habrás notado que algunas impresoras 3D de filamento «babean» un poco antes de comenzar a imprimir. Es decir, dejan caer un hilo de filamento fundido que deberías eliminar de la plataforma antes de que se pegue y pueda truncar la primera capa de la pieza a imprimir.
- Las manchas externas de la boquilla también son importantes. No es cuestión estética, es para evitar que la boquilla se deteriore o comience a oler la habitación a plástico quemado. Para su correcta limpieza, calienta el extrusor y luego debes cepilla con uno cepillo con cerdas del kit de limpieza. También se puede usar la ayuda de unas pinzas o de un paño grueso con cuidado de no quemarse.
- Limpia también el bloque del calentador.
- Si sospechas que existe una obstrucción, debes hacer la extracción en frío, si puedes. Si no es así, puedes usar algún filamento de alta temperatura como ABS o PETG para tratar de desatorar, o los filamentos específicos para limpieza que existen en el mercado. Para evitar estos problemas de atascos, recuerda siempre configurar la temperatura de fusión adecuada para el material que se está usando.
Gracias a este mantenimiento podrás evitar goteo de filamento, granos superficiales en las piezas impresas, obstrucciones, supuración, y también problemas como la subextrusión o sobreextrusión.
Mantenimiento del filamento
El filamento también debe estar bien mantenido o, mejor dicho, debe estar bien conservado. La humedad y el polvo son dos de los factores que más afectan al filamento. Un mal almacenamiento del filamento puede propiciar la obstrucción de la boquilla, el supurado, el aumento de fricción en los tubos por los que viaja el filamento, y desfibrado debido a la humedad.
Para ello, puedes usar las cajas de secado y las bolsas de vacío citadas anteriormente, así como el uso de cabinas con filtros de aire para tu impresora 3D.
Remplazo de la boquilla
De vez en cuando es necesario reemplazar la boquilla de extrusión de tu impresora 3D. Un problema que no tienen las de resina, aunque estas otras tienen otros inconvenientes como el cambio de las fuentes de luz. A veces, comprobar que la boquilla necesita reemplazo es tan simple como observar su aspecto, ya que habrá perdido su color original y presentará manchas o deterioro superficial.
Dependerá del uso, aunque si el uso es frecuente, se recomienda cambiarlo cada 3 o 6 meses. Cuando solo se usa PLA, el aguante de estas piezas suele ser bastante más largo.
Recuerda que puedes encontrar dos tipos de boquillas:
- Latón: son muy baratas y buenas para filamentos no abrasivos, como el PLA y ABS.
- Acero endurecido: es la mejor opción para otros compuestos más abrasivos, retrasando la necesidad de cambio de boquilla.
Sustituir esta boquilla es tan simple como desenroscar la existente y roscar la nueva en el cabezal de extrusión. Eso sí, deben ser compatibles.
Limpieza de la cama
Siempre es buena idea limpiar la cama de impresión con un paño de algodón tras finalizar cada impresión. Con pasar el paño será suficiente, aunque puede haber casos en los que puedan quedar manchas o marcas. En ese caso, puedes usar un estropajo u esponja y emplear algo de jabón y agua, retirando la cama para no mojar la impresora 3D. Antes de volver a colocar la cama, asegúrate de que está bien seca.
Limpieza externa (general)
Si vas a limpiar las partes externas de la impresora, usa un trapo de microfibra o algodón que no suelten pelusa. Puedes usar algún producto de limpieza para ello, pero asegúrate de que si son superficies de policarbonato o acrílico, como las cubiertas de las impresoras tipo SLA, LCD y DLP, de no usar productos con alcohol ni amoniaco, ya que dañará las superficies.
Este tipo de limpieza es importante para evitar que se acumule suciedad en los carriles u otras partes y pueda generar sobrecalentamiento, movimientos poco precisos, malformaciones en las piezas, vibraciones y ruidos extraños al imprimir.
Limpieza interna
Limpiar lo que no se ve también es importante para un buen mantenimiento. Algunos componentes ocultos, como las placas electrónicas, los ventiladores y disipadores, puertos, etc., pueden acumular grandes cantidades de polvo y suciedad, generando problemas habituales como:
- Mala refrigeración debido a que los ventiladores no giran bien por la suciedad en el eje o rodamientos. E incluso que el disipador está obstruido.
- Cúmulos que pueden crear problemas de cortocircuitos en los sistemas electrónicos. También puede acumular humedad por los materiales orgánicos de la suciedad y dañar la placa electrónica.
- Acumulación en los engranajes y motores que impiden un buen funcionamiento.
Para evitarlo, es tan simple como usar un cepillo pequeño, brocha o pincel y limpiar la superficie de estos componentes. También puedes usar un pequeño aspirador e incluso un spray de CO2 para limpiar zonas más inaccesibles.
Limpiar la resina
En el caso de las manchas de resina o marcas de ésta, no se puede usar agua ni ningún limpiador casero para eliminarlas. Para limpiar puedes usar una bayeta de microfibra o de algodón para limpiar la placa. Y si es una mancha persistente, emplea algo de alcohol isopropilico para empapar la bayeta.
Actualizar firmware de la impresora 3D
Y, por último, pero no por ello menos importante, también debes verificar que el firmware de tu impresora 3D está actualizado. Si no tienes la última versión, deberías actualizar éste. Muchos fabricantes de impresoras conocidas suelen lanzar versiones cada 6 meses, aproximadamente.
Estas actualizaciones pueden traer algunas mejoras como:
- Corrección de errores de versiones previas
- Mejor rendimiento
- Más funciones
- Parches de seguridad
Para poder realizar la actualización del firmware de tu impresora 3D, vas a necesitar:
- Un PC desde donde descargar e instalar la actualización del firmware.
- Descargar e instalar Arduino IDE, en caso de que tu impresora 3D esté basada en una placa Arduino.
- Cable USB para conectar la impresora y el PC.
- Tener a mano la información técnica de tu impresora 3D (mm de steppers XYZ y extrusores, distancia máxima de recorrido de los ejes, velocidad de avance, aceleración máxima, etc.).
- El archivo descargado con la nueva versión del firmware. Dependerá de tu marca y modelo de impresora. Debes buscar el adecuado, pero siempre descarga de sitios oficiales, no de webs de terceros.
Aquí tienes algunos enlaces de interés para diferentes software para actualizar y firmware:
Guía de diagnóstico y reparación de problemas comunes en impresoras 3D

Aunque se haga un mantenimiento perfecto, tarde o temprano los sistemas fallan o se rompen y es cuando se debe saber cómo diagnosticar problemas y cómo reparar tu impresora 3D. Así mismo, debes tener en cuenta que no es lo mismo una SLA, que una DLP, u otro tipos de tecnologías. Cada una tiene sus propios problemas. Aquí se tratan problemas más frecuentes, muchos de ellos de impresoras de filamento o de resina de uso doméstico, que son las más extendidas.
¿Por qué mi impresora 3D no imprime?
Este problema es uno de los que más posibles causas tiene, dado que puede ser de casi cualquier cosa. Comprueba lo siguiente:
- Verifica que la impresora está instalada y conectada correctamente.
- Comprueba que la alimentación de la impresora es correcta y que está encendida.
- ¿Tiene filamento? Una de las causas más absurdas suele ser la falta de filamento. Vuelve a cargar un filamento nuevo e intenta otra vez.
- Si hay filamento, trata de empujar manualmente el filamento. A veces puede haber un área del tubo problemática por la que no pasa bien y esa fuerza será suficiente para pasar dicha zona.
- Observa también si el motor de alimentación de filamento está girando y el engranaje de empuje también lo está.
- Mira la pantalla de la impresora para ver si hay alguna información útil o código de error para consultar lo que significa.
La boquilla está a una distancia inapropiada de la cama
Tanto si la boquilla está demasiado pegada a la cama como para no dejar salir el plástico extruido, como si la boquilla se encuentra demasiado lejana e imprime literalmente en el aire, es un problema de calibración de la cama. Puedes ver el apartado de mantenimiento sobre el nivelado para solucionarlo.
Filamento mordido o con falta de secciones
Las impresoras más baratas suelen usar un engranaje dentado para empujar el filamento hacia adelante y atrás, pero estos engranajes podrían estar dañando el filamento a su paso, e incluso llegar a cortarlo. En ese caso:
- Asegúrate de comprobar dicho engranaje y su correcta mordida, o estar seguro de que el engranaje no se ha desmontado o partido.
- Sistema de guiado del filamento con problemas. Comprueba:
- Extrusor directo: tal vez la polea del motor no esté funcionando bien y necesite ser sustituida, o tal vez los dientes del engranaje estén gastados y necesite sustitución. También puede ser que la leva no está ejerciendo la presión suficiente.
- Bowden: puede deberse a que los tornillos que aprietan el filamento están demasiado flojos, o que el rodamiento que empuja al filamento no gira con fluidez. Aprieta los tornillos o sustituye el rodamiento.
- Temperatura de extrusión inadecuada para el material usado.
- Velocidad de extrusión demasiado elevada, trata de reducirla.
- Usar una boquilla de diámetro inferior a la que está configurada en los ajustes de impresión.
La impresora deja la pieza impresa a la mitad
Cuando estás imprimiendo una pieza y la impresora 3D se detiene a medio imprimir, sin terminar la pieza, puede deberse a:
- Se ha gastado el filamento.
- Hubo un corte de alimentación durante el proceso de impresión.
- Tubo PTFE deteriorado que habrá que cambiar.
- Filamento mordido (ver apartado dedicado a este problema).
- Sobrecalentamiento del motor. Algunas impresoras tienen sistemas que detienen el proceso para evitar males mayores.
- Baja presión en el extrusor. Prueba a apretar el filamento contra el motor, o que la leva esté ejerciciendo la presión correcta.
No se imprimen los pequeños detalles
La pieza se imprime bien, pero faltan los pequeños detalles, que no se imprimen. Este problema puede deberse a:
- Boquilla con un diámetro demasiado grande. Usa una de diámetro inferior. Ten en cuenta que la resolución suele ser del 80% del diámetro de la boquilla como máximo.
- Asegúrate de que el software está bien configurado con el diámetro de la boquilla que estás usando. Puede haber un desajuste. Incluso podrías configurar una boquilla ligeramente inferior a la que tienes instalada para «engañar» a la impresora.
- Rediseña la pieza.
Mala adherencia de la pieza
Cuando la pieza no se pega a la cama, es posible que la temperatura de la cama no sea la correcta o que el material de la superficie de la cama o el que se está usando para la impresión no sean los adecuados. Otras posibles causas son:
- Boquilla demasiado separada de la cama. Ajusta la altura.
- Impresión de la primera capa demasiado rápida. Baja la velocidad.
- Si dispones de ventilación de capa, puede que esté enfriándo demasiado rápido la primera capa y produzca este problema.
- La temperatura de la cama no es la adecuada, configura la temperatura correcta para el material que estás empleando.
- Estás imprimiendo con un material que necesita de cama caliente y no cuentas con una base caliente. (puedes instalar una externa)
- Falta de Brim, esas aletas que se crean cuando la superficie de la figura impresa es demasiado pequeña. Estas aletas mejoran la adherencia. También puedes hacer un raft, o una base impresa bajo la pieza.
Huecos sin rellenar en la última capa
Cuando ves huecos vacíos, como capas sin rellenar del todo, pero solo afecta a la última capa, entonces:
- Puede deberse a una subextrusión (véase más abajo).
- Por una escasez de capas en la terminación. Deberás usar maś capas en tu diseño.
- Configuración de relleno baja (%). A veces se usan configuraciones bajas para ahorrar filamento, pero genera este problema.
- Comprueba que no hayas empleado un patrón tipo honeycomb (panel de abeja) para el modelo.
Huecos sin rellenar en las capas o partes finas de la pieza
Cuando falta plástico en las paredes o partes finas de tu pieza, es probable que sea a causa de:
- Configuración de relleno de huecos mal ajustado. Aumenta el valor de relleno para mejorar el acabado.
- Anchura de perímetros demasiado pequeña. Aumenta la antura de los perímetros en la configuración de tu impresora. Un valor adecuado para la mayoría de laminadores suele ser poner la misma medida que el diámetro de la boquilla, por ejemplo, si tienes una de 1.75 mm, pon 1.75.
Motor del extrusor sobrecalentado
Este motor trabaja de forma muy intensa durante la impresión, empujando de forma constante el filamento adelante y atrás. Esto hace que se caliente, y en ocasiones puede subir demasiado la temperatura, especialmente cuando la electrónica no tiene sistemas para prevenir este tipo de problemas.
Algunos drivers de los motores suelen tener un sistema de corte térmico para interrumpir la alimentación si la temperatura es demasiado alta. Eso hará que los motores del eje X e Y giren y muevan la boquilla o cabezal extrusor, pero el motor de extrusión no se moverá en abosluto, por lo que no imprimirá nada.
Comprueba la refrigeración y el ventilador de esta parte, y deja unos instantes para que el motor se enfríe. Algunas impresoras tienen sistemas automáticos que apagan la impresora para dejar que se enfríe y evitar daños mayores.
Warping o deformación: causas y soluciones
Este problema se identifica fácilmente, ya que es cuando la figura tiende a deformarse y tener las esquinas curvadas o deformes tras la impresión. Este problema suele deberse a diferencias de temperatura durante el proceso de fabricación causadas por una mala configuración de temperatura, o del sistema de calentamiento.
Suele pasar con mayor frecuencia en ABS, aunque se puede corregir usando ABS+. Si vas usar ABS convencional, deberías plantearte emplear un fijador como el 3DLac, y también crear Brim alrededor de la pieza, esa especie de alas de soporte que luego serán retiradas.
Comprueba también que no haya corrientes de aire frío en la sala, ya que eso puede hacer que el filamento se solidifique más rápidamente y el material se retraiga despegándose de la cama.
Reparación de impresora 3D con stringing o deshilachado
El deshilachado o esas molestas hebras delgadas de filamento que quedan pegadas a una figura es otro problema común. Suele deberse a malos ajustes de afinación, temperatura, retracción inadecuada, o por el tipo de filamento. Si alguna vez has usado una pistola de cola caliente, seguro que habrás notado que estas hebras suelen ser frecuentes, y algo similar pasa en las impresoras 3D.
Para solucionar este problema, comprueba que la retracción está activa, que la distancia de retracción es la adecuada y que la velocidad de retracción también es correcta. Con materiales como los ABS y PLA, suele ir bien una velocidad de retracción de 40-60 mm/s, y distancias de 0.5-1mm para la extrusión directa. En caso de ser extrusores tipo Bowden, entonces se debe bajar a velocidades de 30-50 mm/s y distancias de 2 mm. No hay una regla exacta, así que deberás ir probando hasta acertar.
Comprueba que la velocidad y la temperatura de fusión son las adecuadas para el material que estás usando, y que los filamentos no están húmedos. Esto también puede causar ese tipo de problemas, especialmente cuando la temperatura es demasiado elevada.
Por otro lado, también puede deberse a desplazamientos del cabezal demasiado grandes. Algunas impresoras tienen funciones como Avoid Crossing Perimeters para evitar cruzar espacios abiertos y dejar estos hilos, lo que también es una opción si está activa.
La boquilla está obstruida
Las boquillas suelen atorarse, y es uno de los problemas más irritantes y frecuentes en las impresoras 3D tipo FDM. Se suele detectar por un sonido extraño en el cabezal de extrusión y de repente el filamento deja de salir por la boquilla.
Las posibles causas y soluciones son:
- Mala calidad del filamento, por lo que deberás intentar con otro filamento de mejor calidad.
- Temperatura de extrusión incorrecta. Comprueba que el termistor del hotend está en su sitio y que la temperatura de configuración es la correcta.
- Segmento del filamento defectuoso. Extrae el filamento, corta unos 20 o 30 cm para eliminar la parte problemática y vuelve a cargar. También sería conveniente pasar una aguja o punta de perforación para limpiar la boquilla.
- Si se trabaja en ambientes con mucho polvo, como una nave industrial, un taller, etc., deberías usar un Oiler, es decir, una esponja con un poco de aceite para ir limpiando el filamento antes de llegar al extrusor.
Layer shifting o desplazamiento de capa
Suele deberse a un desplazamiento en una de las capas en el eje X o Y. Las posibles causas y soluciones para este problema son:
- El hotend se está desplazando a una velocidad demasiado elevada y el motor pierde pasos. Reduce la velocidad.
- Parámetros de aceleración incorrectos. Si has manipulado los valores de aceleración del firmware, es probable que hayas introducido unos incorrectos. Reparar esto puede ser algo más delicado, y deberías consultar al proveedor de tu equipo.
- Problema mecánico o electrónico, como problemas en la tensión de las correas dentadas, o problemas en los drivers de control de los motores paso a paso. Si has sustituido los drivers recientemente y, a partir de ese momento ha empezado el desplazamiento, es posible que no hayas elegido los mA adecuados.
Borrones
Cuando veas manchas o borrones de plástico en la superficie de un objeto, como si se fuesen quedado pegados pequeñas porciones a la pieza, puede deberse a dos causas:
- Temperatura de extrusión excesiva que causa babeo o goteo sobre la pieza y deja estos excesos. Ajusta la temperatura adecuada para el material empleado.
- Mala configuración de la retracción del filamento.
Exceso de plástico en forma de gota
Cuando veas que la pieza tiene algunos excesos de plástico en la superficie y estos excesos tienen forma de gotas (los borrones tienen formas más caóticas), deberás comprobar los elementos del extrusor o hotend, ya que es muy probable que estén sueltos:
- Boquilla mal roscada (algunas boquillas de aluminio o latón no aceptarán que se apriete demasiado o se pasará la rosca debido a que es un material blando).
- Varilla no está bien apretada.
Cicatrices en la superficie
Es probable que veas algunas marcas como de roces o surcos en la superficie del objeto. En este caso, es probable que el nozzle o boquilla esté rozando por:
- Homming Z mal ajustado, y la boquilla está demasiado cerca.
- Sobreextrusión (ver siguientes apartados).
Subextrusión
Cuando la extrusión está por debajo de lo normal, no extruye suficiente filamento, se genera un problema en las piezas, sin rellenar bien los perímetros o salen con espacios entre capas e imperfecciones. Los motivos de este problema y la solución son:
- Diámetro de filamento incorrecto. Asegúrate de que estás empleando el filamento adecuado para tu impresora (1.75mm, 2.85mm, 3mm,…).
- Aumenta el parámetro multiplicador del extrusor (extrision multiplier). Eso consigue variar la cantidad de material extruido. Por ejemplo, si se pasa de valor 1 a 1.05 estará extruyendo un 5% más. Para el PLA se recomienda un 0.9, para el ABS un 1.0.
Sobreextrusión
Una extrusión excesiva produce demasiado filamento, haciendo que la capa también tenga problemas y genere malos resultados en general. Es muy probable que veas que la parte superior de la pieza tiene plástico de más. Las causas pueden ser las mismas que las de la subextrusión, pero por valores de parámetros en el extremo opuesto (mira el apartado anterior y ajusta los parámetros a la inversa, es decir, bajando el valor en vez de subiéndolo).
Cebado de la boquilla
Algunos extrusores tienen problemas de fugas de plástico cuando se mantienen a alta temperatura, ya que el plástico fundido que queda dentro de los conductos y boquilla tiende a fugarse. Esto necesitaría de un dernado o cebado de la boquilla para evitar que ese exceso pueda perjudicar la impresión. Una solución simple es limpiar bien la boquilla antes de la impresión para eliminar los restos que puedan quedar dentro.
Existen algunas impresoras que tienen programas o funciones específicas para ello. Otros optan por tratar de imprimir un círculo alrededor de la pieza para así eliminar todo ese plástico.
Ondulaciones
Si ves que la pieza tiene ondulaciones en las caras laterales, y que se repiten a lo largo de toda la estructura del objeto, entonces podría ser por holgura o movimiento lineal que no sea recto en el eje Z. Puedes comprobar el estado de dicho eje o varillas, comprobar que estén rectas, que sean concéntricas con los motores, que las tuercas y que tornillos están bien fijos.
Sobrecalentamiento en las piezas impresas
Cuando la pieza impresa tiene detalles que se sobrecalientan demasiado y el plástico se funde y deforma, entonces puede deberse a:
- Refrigeración de capa insuficiente. Mejora la refrigeración o agrega un sistema de refrigeración independiente.
- Temperatura demasiado elevada. Configura la correcta temperatura de extrusión para el material que estás empleando.
- Impresiones demasiado rápidas. Baja la velocidad de impresión.
- Si nada de lo anterior ha funcionado, podrías probar a imprimir varias piezas a la vez. Esto dejará más tiempo para que las capas vayan enfriándose.
Delaminación en curado de resina
La delaminación cuando ocurre en una impresora 3D de resina se debe a causas diferentes al delaminado en las de filamento. Este tipo de problema causa que las capas curadas se separen unas de otras, o que haya restos de resina solificada flotando en el tanque de resina. En cuanto a las causas más frecuentes:
- Problemas con la orientación u organización del modelo o problemas con los soportes.
- Impresión pausada durante más de una hora.
- Tanque de resina viejo que debe ser sustituido.
- La base de impresión está suelta.
- Las superficies ópticas de curado se han contaminado y deben limpiarse o sustituirse.
Vacío de impresión en impresora de resina
Cuando ves huecos vacíos en algunas piezas convexas de impresión boca abajo, se puede deber a un efecto ventosa, atrapando aire durante la impresión y haciendo que ese hueco no sea rellenado de resina. Además, puede dejar restos de resina solidificada en el tanque, por lo que sería recomendable filtrar la resina.
Para corregir este problema:
- Ausencia de orificios de drenaje en los modelos 3D de las piezas huecas o convexas. Haz perforaciones en el diseño 3D para que haya drenaje durante la impresión.
- Problemas de orientación del modelo. Trata de evitar que quede el hueco sumergido evitando el llenado de aire.
Rasgo no desarrollado
Es otro problema algo extraño, pero que ocurre en algunas impresoras 3D de resina. Se pueden apreciar vacíos en las piezas en el interior o algunas características sin desarrollar., generalmente con formas de cráter, superficies ásperas, bordes afilados o una capa de resina curada en el fondo del tanque de resina.
Solo se produce en las impresoras SLA cuando una parte de la pieza se pega al fondo del tanque de resina y bloquea parcialmente el láser o fuente de luz del curado, impidiendo que llegue al a siguiente capa. Y la solución puede ser:
- Restos o daños en el tanque de resina. Habrá que ver si son solo restos que se pueden eliminar filtrando la resina y limpieando el tanque o si son daños que te obligarán a sustituir el tanque.
- También puede deberse al uso de resinas Standard turbias. Prueba con otro tipo de resina en este caso.
- Verifica las superficies ópticas, que no estén sucias o contaminadas. Esto también podría generar este problema.
- Es probable que también se pueda deber a un problema de orientación o soperte del modelo 3D. Se deberá revistar en el diseño CAD.
Orificios o cortes
Cuando se aprecian orificios (como pequeños túneles que atraviesan la pieza) o cortes en algunas regiones de las piezas, se puede deber a varias causas:
- Restos en la superficie del tanque de resina o en la ventana óptica, u otras superficies ópticas. Esto obligará a limpiar la parte afectada para solucionar el problema.
- Arañazos o imperfecciones en la superficie del tanque de resina o en algún elemento óptico. Esto obligaría a sustituir el elemento arañado.
Aparecen grietas en la primera capa
Si aprecias una espefie de grietas abiertas o bránquias en la primera capa, como si cada línea impresa se despegase de su línea adyacente o se despegan de la base:
- La altura de la primera capa es demasiado alta. Ajusta la base de impresión.
- Temperatura de la primera capa demasiado baja. Ajusta la temperatura adecuada para el material que estás empleando.
- Si nada de lo anterior, aumenta el ancho de línea de la primera capa.
Pelado
El pelado es un defecto en las impresoras de resina. Forman una especie de escamas o perfiles horizontales que sobresalen de las superficies de la pieza. Algunas pueden desprenderse de la pieza durante el proceso de impresión, otras quedan adheridas. Las que se desprenden pueden flotar en el tanque de resina y bloquear la exposición, causando fallos a otras capas. Su solución pasaría por:
- La resina está caducada.
- Daños, residuos o turbidez en el tanque de resina. Comprueba/sustituye el tanque y filtra la resina.
- Flujo de resina limitado por una mala orientación del modelo o soportes demasiado densos.
Rugosidad o rashing
Es probable que veas piezas terminadas con problemas de rugosidad superficial, como arrugas, remates desiguales, bultos en uno o varios lados de la pieza, etc. Este problema de las impresoras de resina se debe a:
- Resina caducada.
- Daños, residuos o turbidez en el tanque de resina. Comprueba/sustituye el tanque y filtra la resina.
- Flujo de resina limitado por una mala orientación del modelo o soportes demasiado densos.
- Superficies ópticas contaminadas que habrá que limpiar.
Sobrecompresión
El término sobrecompresión describe un desperfecto causado en las piezas impresas con resina. Ocurre cuando el espacio entre la base de impresión y la capa elástica, o película flexible, del tanque de resina es reducido y hace que las capas iniciales sean demasiado delgadas, por lo que parecerán aplastadas. También hace más complicado la separación del a pieza de la base, o dejar bases planas y bortes más cortos de lo normal. Para solucionarlo, comprueba la colocación de la lámina.
Falta de adherencia en impresora 3D de resina
Cuando las impresiones se separan de forma parcial o total de la base de impresión está indicando que existe un problema de adherencia. Algo que puede estar causado por:
- Una placa de resina curada en el fondo del tanque (falta de adherencia total) que habrá que retirar.
- Imprimir sin una base o superficie adhecuada.
- La primera capa de agarre es demasiado pequeña como para soportar el peso de la pieza.
- Daños, residuos o turbidez en el tanque de resina. Filtra, limpia, o cambia de resina.
- Superficies ópticas contaminadas que habrá que limpiar.
- Expacio excesivo entre la base de impresión y la capa elástica o film elástico del tanque de resina.
Siluetas en la base de impresión (impresora 3D de resina)
Es probable que en ocasiones te hayas encontrado con siluetas de las piezas impresas en la base de impresión. Una capa o resto con una forma adherida a al base y que el resto de la pieza no se imprime o puede haberse desprendido y estar en el tanque de resina. En estos casos, las causas comunes son:
- Superficies ópticas contaminadas con algún tipo de suciedad, restos, o polvo. Ten en cuenta que, a pesar de que estas partículas puedan bloquear el haz, las primeras capas suelen tener un proceso de curado más prolongado, por lo que es posible que se formen estas primeras capas y no el resto de la pieza.
- También puede ser por restos, daños o turbidez en el tanque de resina.
- Comprueba también el estado de la ventana acrílica del tanque de resina.
- Y el espejo principal.
El tornillo de nivelación ha llegado a su límite
Es probable que al tratar de nivelar la base veas que el tornillo de regulación haya llegado a su límite en uno de sus sentidos de recorrido. En ese caso, puedes recuperar algo de recorrido desenroscando el tornillo que hace de contacto con el final de la carrera del eje Z. Ten cuidado con la base si es de cristal, ya que la boquilla podría bajar repentinamente y romperla.
Interpretar códigos de error de la impresora 3D
Si ves un código de error en la pantalla LCD de la impresora, puede no aporta datos suficientes como para identificar el problema. Además, cada marca y modelo puede tener códigos de error diferentes. Por tanto, para interpretar el código debes leer el manual de tu modelo en la sección de solución de problemas o troubleshooting.
Más información
- Mejores impresoras 3D de resina
- Escáner 3D
- Filamentos y resina para impresoras 3D
- Mejores impresoras 3D industriales
- Mejores impresoras 3D para el hogar
- Mejores impresoras 3D baratas
- Cómo elegir la mejore impresora 3D
- Todos sobre los formatos STL y de impresión 3D
- Tipos de impresoras 3D
- Guía de introducción a la impresión 3D